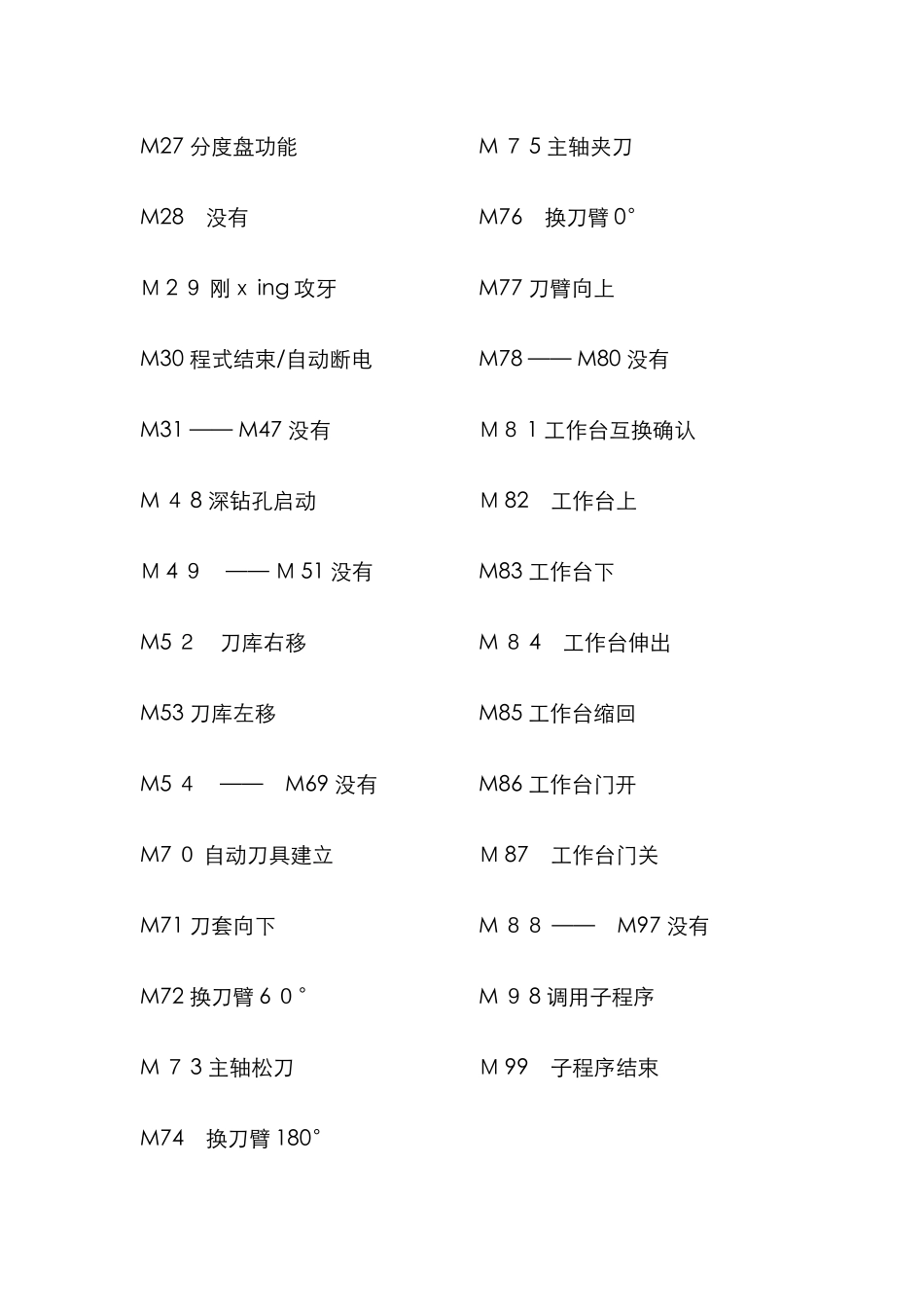
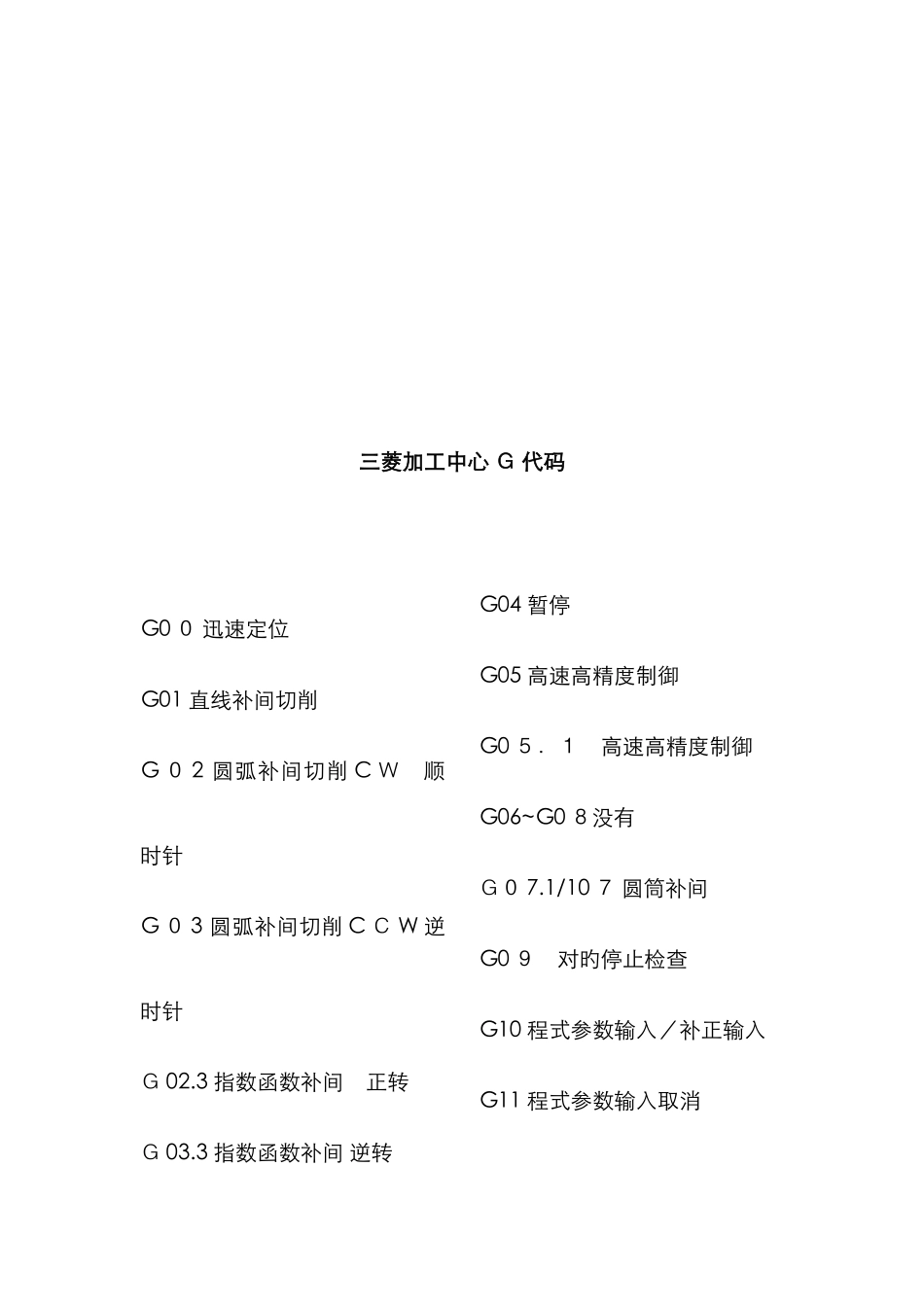
三菱加工中心 M 代码M 0 0 程式暂停 (无条件停止) M 01 程式选择 xing 停止M02 程序结束 M 0 3 主轴正转 (顺时针) M 0 4 主轴反转 (逆时针)M05 主轴停止 M 06 自动刀具互换 M0 7 吹气启动 M08 切削液启动 M09 切削液关闭 →M09 也能关吹气M 1 0 吹气关闭 M11《斗笠式》主轴夹刀 M12 主轴松刀 M 1 3 主轴正转+切削液启动 M1 4 主轴反转+切削液启动 M1 5 主轴停止+切削液关闭 M 16— M18 没有 M19 主轴定位 M20 —— 没有 M 21 X 轴镜象启动 M 22 Y 轴镜象启动 M 2 3 镜象取消 M24 第四轴镜象启动 M25 第四轴夹紧 M2 6 第四轴松开 M27 分度盘功能 M28 没有 M 2 9 刚x ing 攻牙 M30 程式结束/自动断电 M31 —— M47 没有 M 4 8 深钻孔启动 M 4 9 —— M 51 没有 M5 2 刀库右移 M53 刀库左移 M5 4 —— M69 没有M7 0 自动刀具建立 M71 刀套向下 M72 换刀臂 6 0° M 7 3 主轴松刀 M74 换刀臂 180° M 7 5 主轴夹刀 M76 换刀臂 0° M77 刀臂向上 M78 —— M80 没有 M8 1 工作台互换确认 M 82 工作台上 M83 工作台下 M 8 4 工作台伸出 M85 工作台缩回 M86 工作台门开 M 87 工作台门关 M 88 —— M97 没有 M 9 8 调用子程序 M 99 子程序结束 三菱加工中心 G 代码G0 0 迅速定位G01 直线补间切削G 0 2 圆弧补间切削 C W顺时针G 0 3 圆弧补间切削 C C W 逆时针G 02
3 指数函数补间 正转G 03
3 指数函数补间 逆转G04 暂停 G05 高速高精度制御 G