1 概述我厂#5 机组为国产 135MW 机组,其制粉系统采用 2 套中储式球磨机制粉系统
该机组于 2004 年底大修时安装和利时 MACSII 集散控制系统
但在 DCS 系统中没有成熟的中储式球磨机制粉控制系统,制粉系统还是维持人工操作,制粉系统效率得不到提高
而制粉系统如实现智能专家控制将能够自动寻找制粉系统最佳工况,它能保证制粉系统最大化的迫近最佳工况,它能够在运行中根据煤质变化及各种参数的变化自动寻找制粉系统的最佳差压,最佳出粉量(与给煤机给煤量对应,煤质等条件变化时此值会相应变化)等,减轻人员劳动强度,并且使煤粉的细度均匀性提高,同时也使制粉效率大大高于人工操作
2005 年 5 月份我们利用机组小修的机会,对制粉系统的控制进行了制粉系统专家控制系统的改造,将磨煤机的自动控制放在独立于 DCS 系统的专门控制站上实现,这样在修改磨煤机控制方案及调试时丝毫不影响 DCS 系统的运行,经过近一个月的调试,系统于七月十日投运,经与以前的统计数据比较,证明#5 炉磨煤机系统在投入制粉专家控制系统后各方面指标都有提高,特别是制粉出力大大高于人工操作
2 磨煤机自动控制系统现状我厂磨煤机制粉系统的控制一直采用人工手动控制,目前国内中储式制粉系统的制粉系统成功投入自动运行的案例不多,在省内更是没有
3 磨煤机制粉专家控制系统改造方案A) 制粉系统控制存在的难点自上世纪 80 年代起,国内许多单位即开始了对中储式制粉系统实施自动控制的研究工作,但进展缓慢
许多控制方案只能在短时间内实现自动控制,无法长期可靠运行
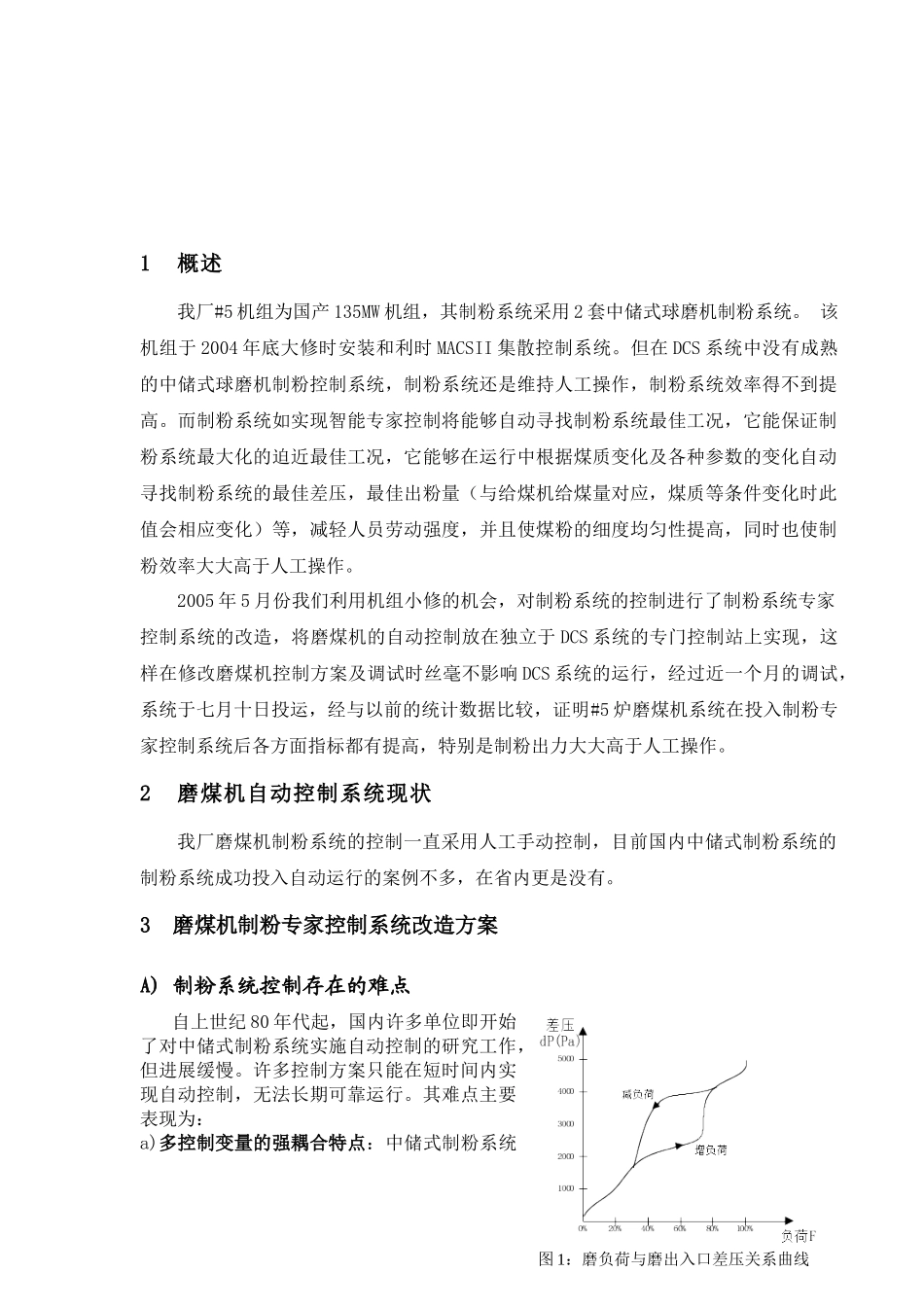
其难点主要表现为:a)多控制变量的强耦合特点:中储式制粉系统图 1:磨负荷与磨出入口差压关系曲线是由球磨机、粗粉分离器、细粉分离器、排粉机、和相应连接管道组成的复杂的气固二相流系统,其风压、 风温、气流和煤流存在着强烈的耦合关系,对其任意参量的调节,都会对其它参量产