塑胶产品结构设计参考 confidential2塑胶产品结构设计壹
咬花confidential3一、塑胶产品结构设计 - 壁厚 壁厚基本设计守则 :A
壁厚的大小取决於产品需要承受的外力、是否作为其他零件的支撑、承接柱位的数量 、尺寸的大小以及选用的塑胶材料而定
最理想的壁厚分布是切面在任何一个地方都是均一的厚度
当因功能上的需求以致壁厚有所改变时,由厚胶料的地方过渡到薄胶料的地方应尽可能顺滑
太突然的壁厚过渡转变会导致因冷却速度不同和产生乱流而造成尺寸不稳定和表面问题
采用射出成型的生产方法时,流道、浇口和部件的设计应使塑料由厚胶料的地方流向薄胶料的地方
这样使模腔内有适当的压力以减少在厚胶料的地方出现缩水及避免模腔不能完全充填的现象
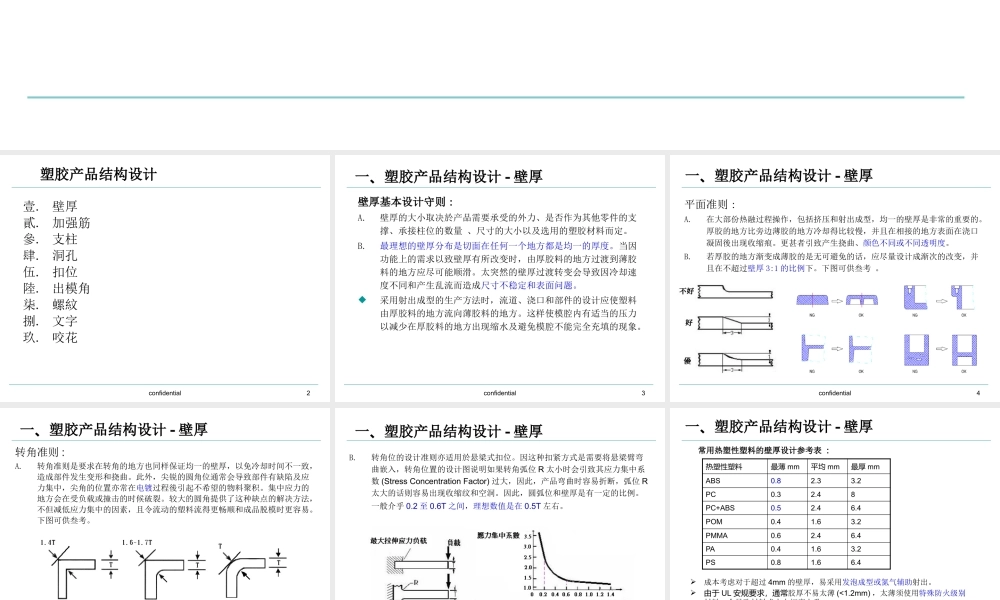
confidential4平面准则 :A
在大部份热融过程操作,包括挤压和射出成型,均一的壁厚是非常的重要的
厚胶的地方比旁边薄胶的地方冷却得比较慢,并且在相接的地方表面在浇口凝固後出现收缩痕
更甚者引致产生挠曲、颜色不同或不同透明度
若厚胶的地方渐变成薄胶的是无可避免的话,应尽量设计成渐次的改变,并且在不超过壁厚 3:1 的比例下
下图可供叁考
一、塑胶产品结构设计 - 壁厚 confidential5一、塑胶产品结构设计 - 壁厚转角准则 :A
转角准则是要求在转角的地方也同样保证均一的壁厚,以免冷却时间不一致,造成部件发生变形和挠曲
此外,尖锐的圆角位通常会导致部件有缺陷及应力集中,尖角的位置亦常在电镀过程後引起不希望的物料聚积
集中应力的地方会在受负载或撞击的时候破裂
较大的圆角提供了这种缺点的解决方法,不但减低应力集中的因素,且令流动的塑料流得更畅顺和成品脱模时更容易
下图可供叁考
confidential6一、塑胶