第二节 气缸套的检修 目前,船用大型低速二冲程柴油机主要采纳长冲程或超长冲程直流扫气的换气形式,其气缸套较长(S/D=2
2,S 为冲程,D 为缸径),中下部有一圈气口;老式弯流扫气的气缸套下部有两排气口
四冲程柴油机简形气缸套结恼简单,有干式、湿式之分
气缸套是柴油机重要而又易于损坏的零件
气缸套上部内表面是燃烧窒的组成部分,直接受到燃气的高温、高压和腐蚀作用,与活塞组件的相对运动使其承受侧推力和强烈地摩擦,气缸套外圆表面与气缸体内壁组成冷却水腔,受到穴蚀和电化学腐蚀作用
常见的气缸套损坏形式有:内圆表面的磨损、腐蚀、裂纹和拉缸;外圆表面的穴蚀和裂纹
根据中国船级社对营运船舶保持船级的特别检验要求,对船舶主、副柴油机气缸套进行打开检验;柴油机说明书维修保养大纲要求 8000h 对气缸套进行一次检修,此外每当吊缸时均应检测气缸套的损坏情况
一、气缸套磨损检修 新造气缸套内孔具有一定的尺寸精度、几何形状精度和粗糙度等级
一般几何形状的加工误差,如圆度误差和圆柱度误差应在 0
045mm 以内,粗糙度在 Ra0
6μm 之内
气缸套安装到气缸体上后几何形状误差增大,圆度误差和圆柱度误差应控制在 0
05mm 以内
柴油机运转时,活塞运动部件在缸套内作往复运动使缸套内圆表面产生不均匀磨损,壁厚减薄,圆度误差和圆柱度误差大大增加
通常,当缸套磨损最超过(0
8%)D(D 为缸径)时,燃烧窒就失去密封性
所以,气缸套过度磨损会使其工作性能变坏,柴油机功率下降和导致其他零件的损坏
轮机员应该依照说明书的要求和柴油机的运转情况对气缸套磨损进行检测,掌握和控制气缸套磨损状况,防止发生过度磨损
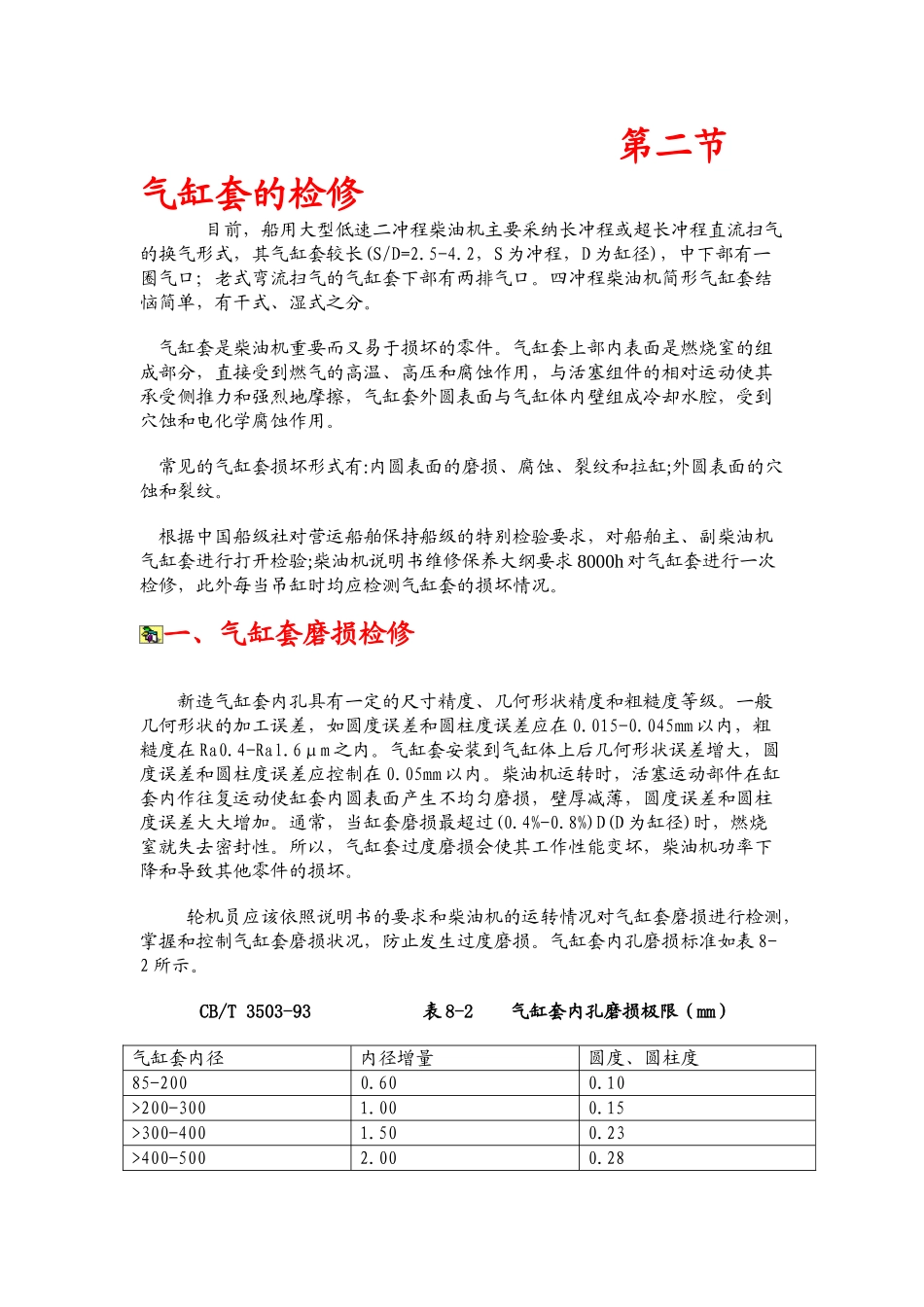
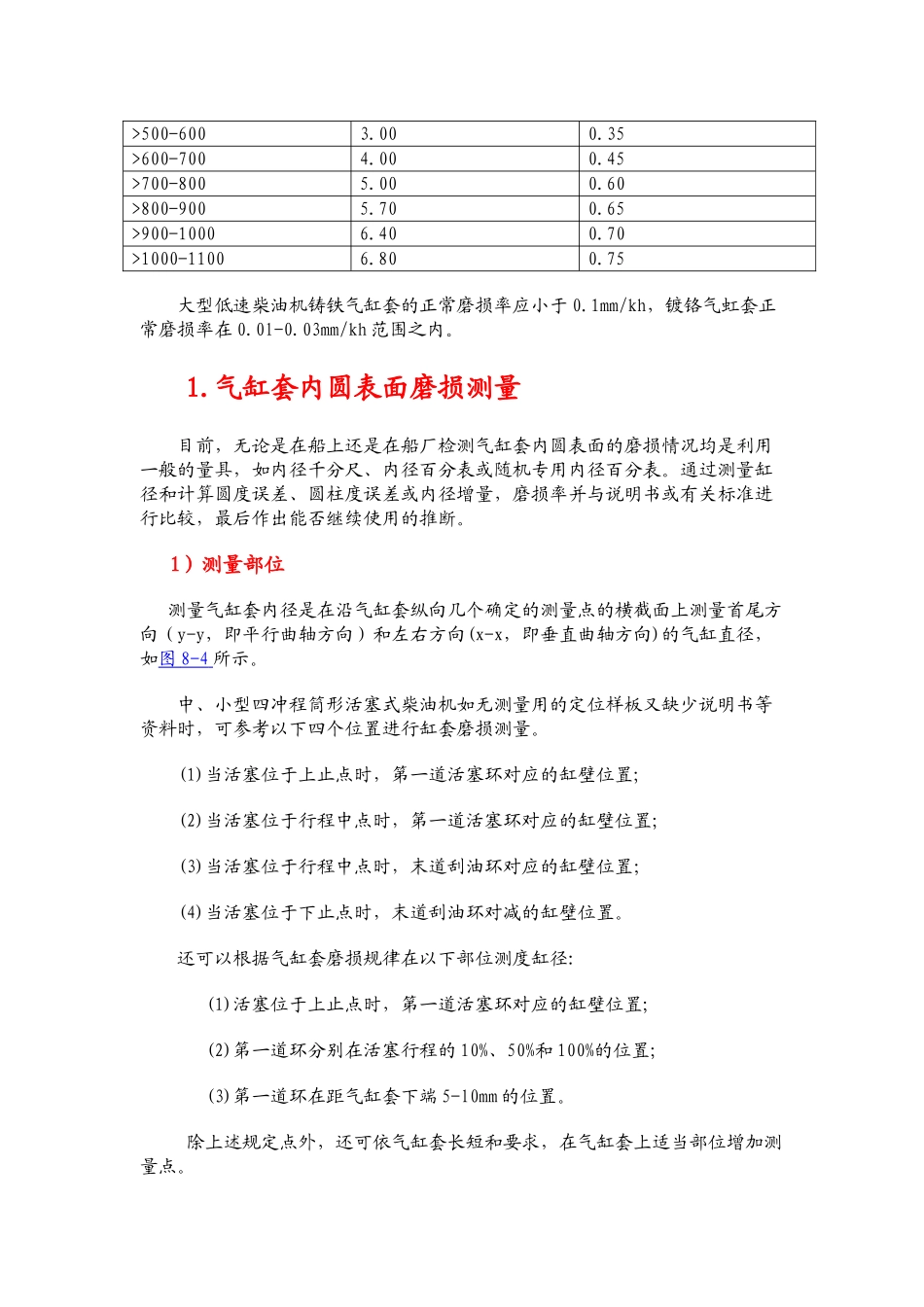
气缸套内孔磨损标准如表 8-2 所示
CB/T 3503-93 表 8-2 气缸套内孔磨损极限(mm)气缸套内径内径增量圆度、圆柱度85-2000