冲压模具讲座 第一章 概论一、冲压加工得重要性及优点
1、重要性:冲压工艺应用范围十分广泛,在国民经济得各个部门中,几乎都有冲压加工产品
如汽车,飞机,拖拉机,电器,电机,仪表,铁道,邮电,化工以及轻工日用产品中均占有相当大得比重
2、优点:1)生产率高
2)精度高,质量稳定
3)材料利用率高
4)操作简便,特别适宜于大批量生产与自动化
二、冲压加工得概念
概念:即利用压力机及其外部设备,通过模具对板材施加压力,从而获得 一定形状与尺寸零件得加工方法
冲压加工得三要素:冲床,模具,材料
冲压就是生产中应用广泛得一类加工方法,主要用于金属薄板料零件得加工
在产品零件得整个生产系统中,冲压只就是一个子系统,所涉及得也仅就是产品制造过程得一部分
随着市场对产品成本与周期等要求得提高,从系统得整体优化中确定相关得各要素已成为技术与管理进展得重要方向
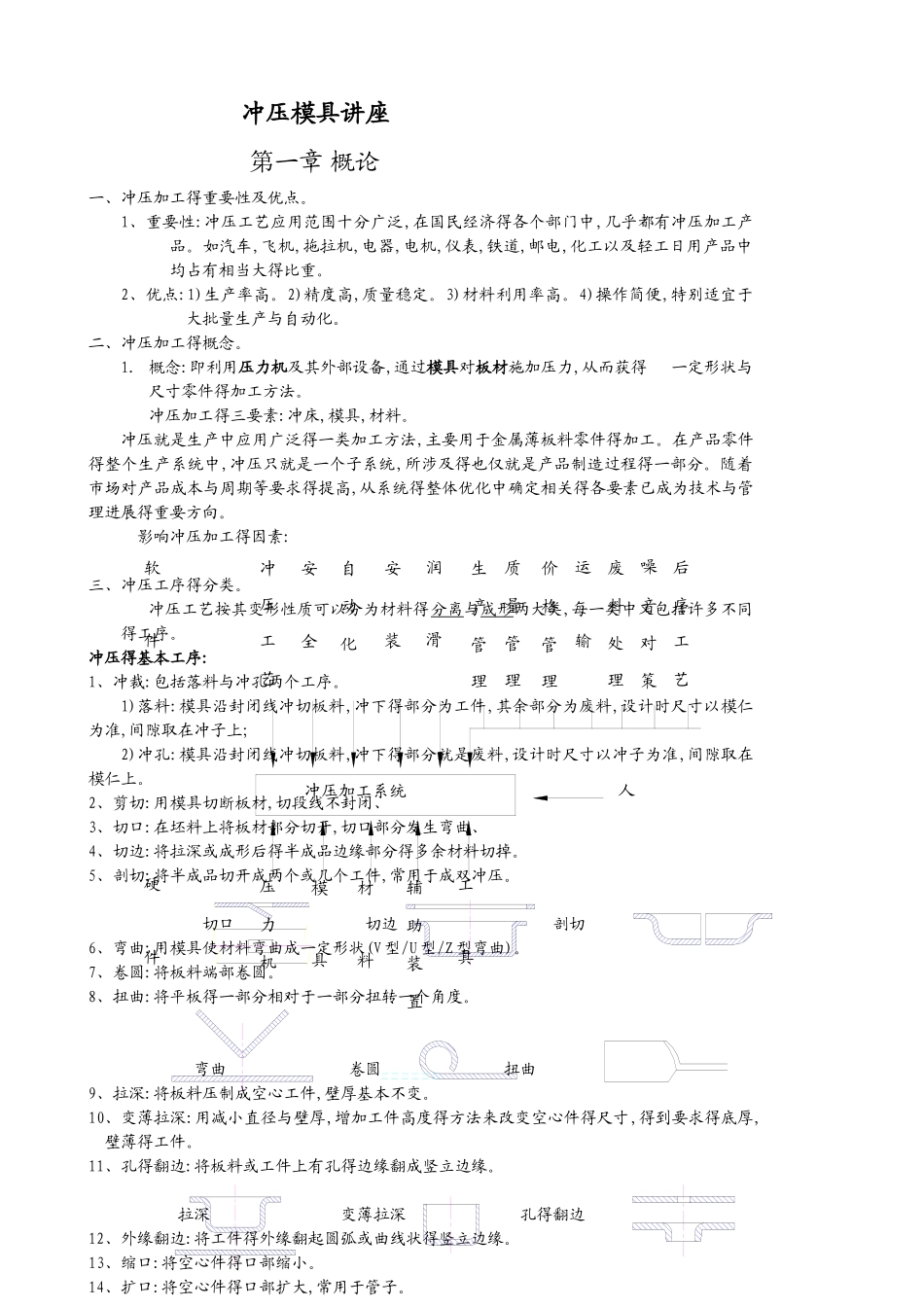
影响冲压加工得因素:三、冲压工序得分类
冲压工艺按其变形性质可以分为材料得分离与成形两大类,每一类中又包括许多不同得工序
冲压得基本工序:1、冲裁:包括落料与冲孔两个工序
1)落料:模具沿封闭线冲切板料,冲下得部分为工件,其余部分为废料,设计时尺寸以模仁为准,间隙取在冲子上;2)冲孔:模具沿封闭线冲切板料,冲下得部分就是废料,设计时尺寸以冲子为准,间隙取在模仁上
2、剪切:用模具切断板材,切段线不封闭、3、切口:在坯料上将板材部分切开,切口部分发生弯曲、4、切边:将拉深或成形后得半成品边缘部分得多余材料切掉
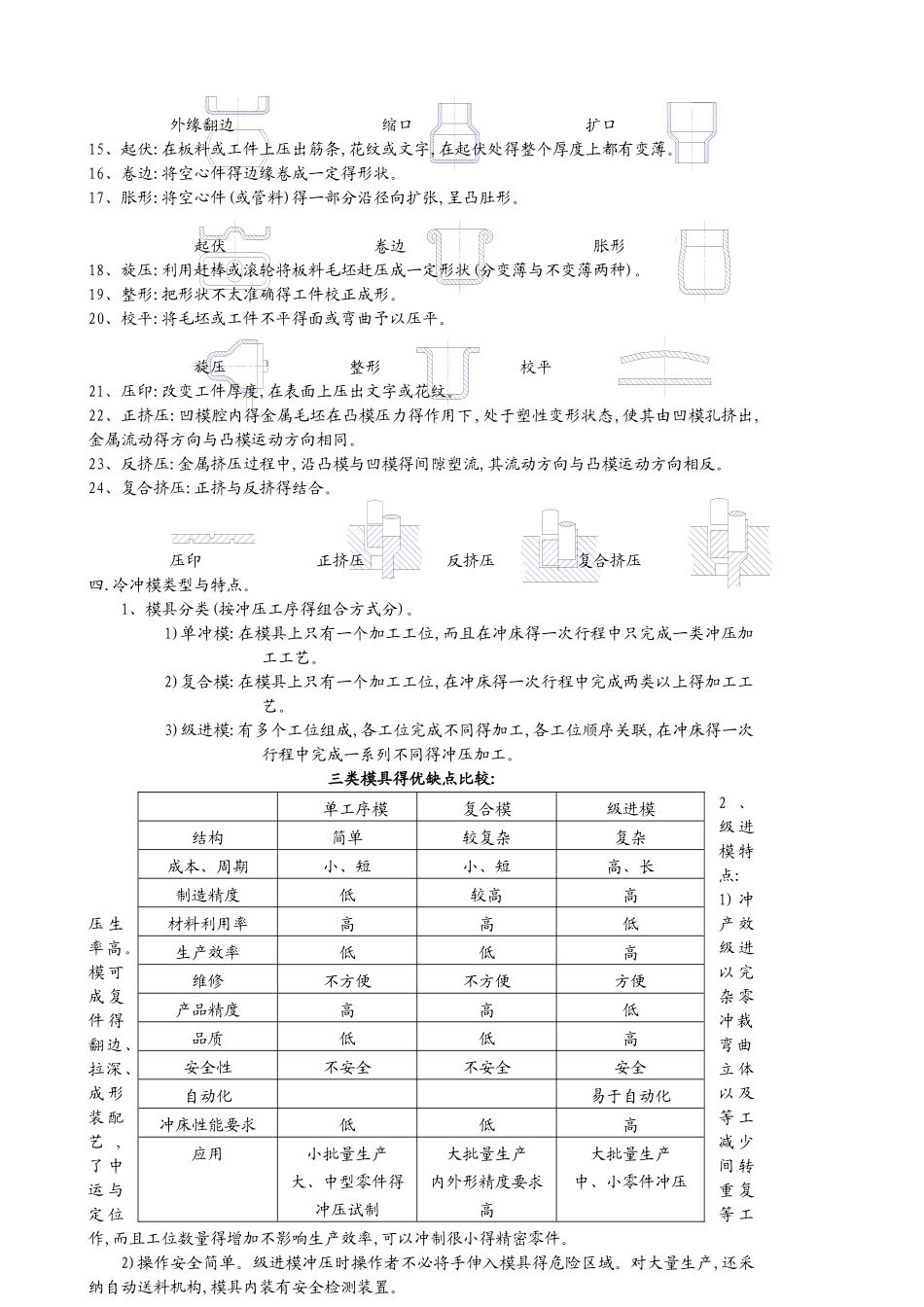
5、剖切:将半成品切开成两个或几个工件,常用于成双冲压
切口 切边 剖切6、弯曲:用模具使材料弯曲成一定形状(V 型/U 型/Z 型弯曲)
7、卷圆:将板料端部卷圆
8、扭曲:将平板得一部分相对于一部分扭转一个角度
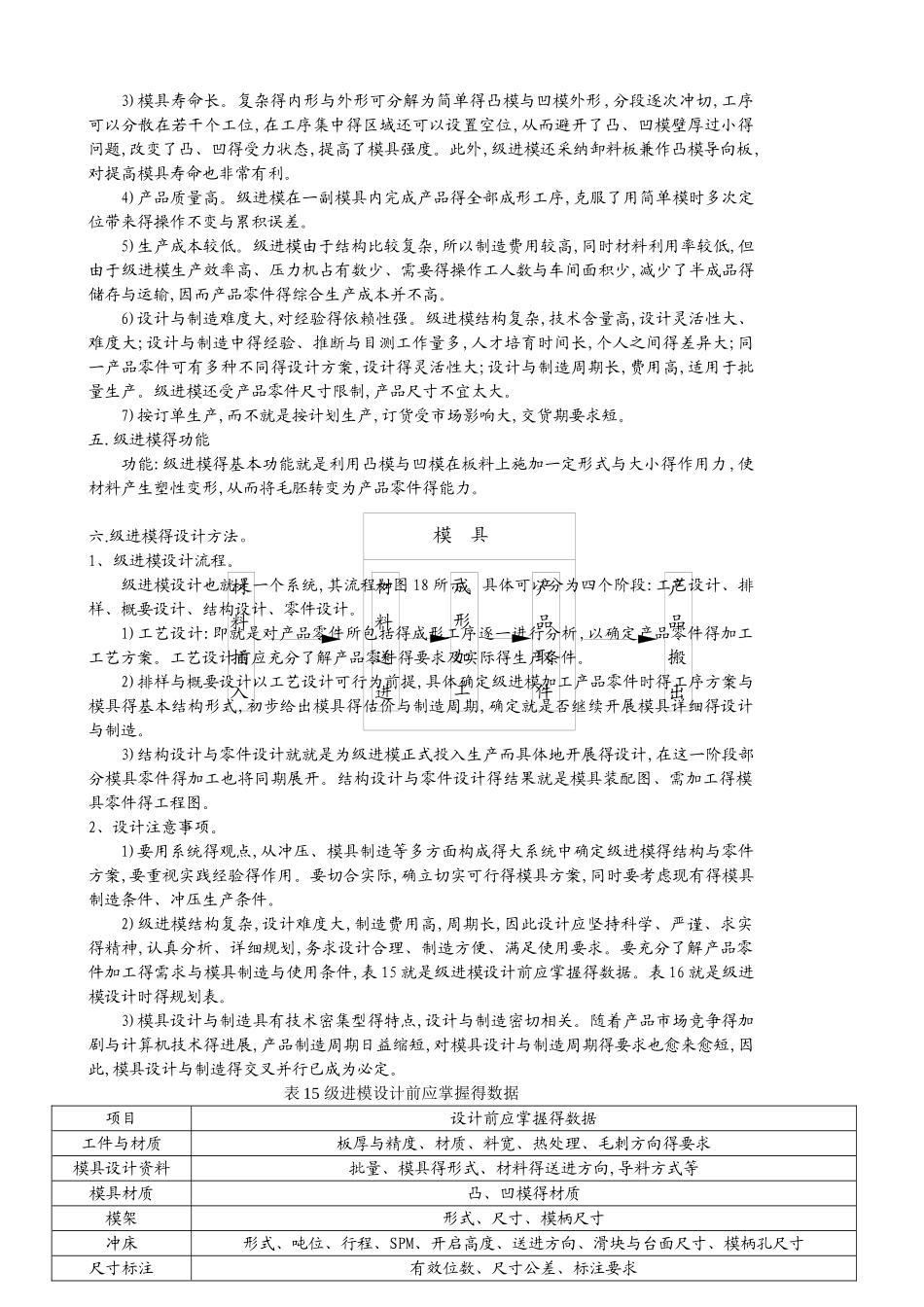
弯曲 卷圆 扭曲9、拉深:将板料压制成空心工件,壁厚基本不变
10、变薄拉深:用减小直径与壁厚,增加工件高度