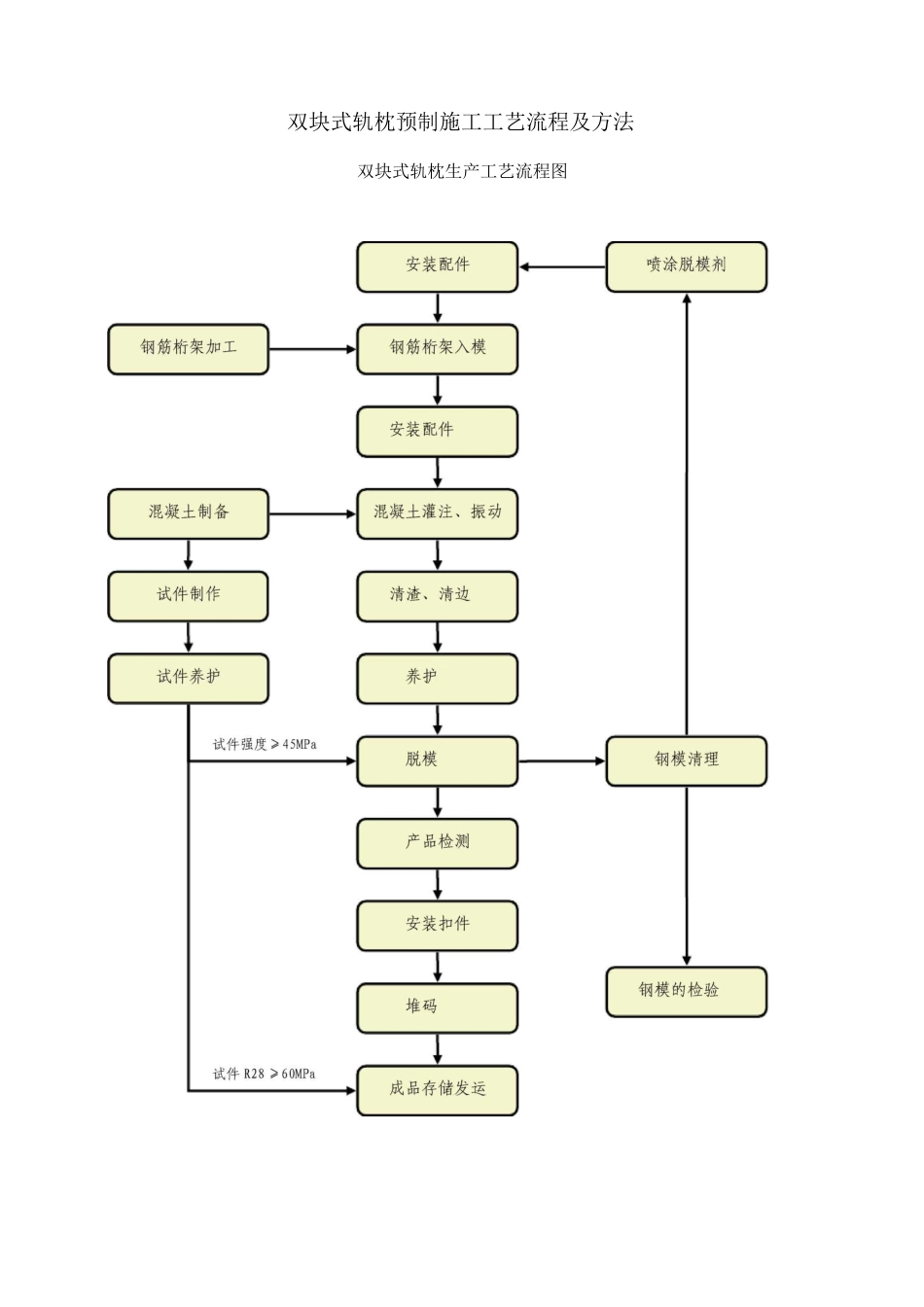
双块式轨枕预制施工工艺流程及方法双块式轨枕生产工艺流程图1 钢模板应采纳钢模具专门设计制造图,且由专业单位进行加工
模具应具有足够强度、刚度和稳定性
模板应能保证轨枕各部形状、尺寸及预埋件的准确位置;模板应实行日常检查和定期检查,日常检查在每天作业前进行,内容包括外观和平整度
定期检查至少每月一次,包括长度、宽度、厚度承轨槽部位尺寸以及模具间高度偏差等
钢模检验不合格不予投入使用
钢模型制造允许公差应小于成品轨枕允许公差的 1/2
2 砂、石、水泥上料及混凝土制作砂、石、水泥上料(1)根据砂、石储料仓储情况安排上料,砂、石上料交替时应有一段时间间隔,以保证砂、石不相混杂
(2)防止木块、砖头、废钢铁等杂物混入料仓,发现砂、石料质量有问题,应立即停止上料并通知技术人员处理
(3)水泥仓上料时,应随时注意观测水泥仓料位,避开涨仓和炸袋
水泥上料结束后,应振打除尘布袋
随时检查除尘布袋是否完好
(4)砂、石、水泥仓内应保证不少于半仓存料交班
混凝土制作为了生产出高质量的轨枕,在轨枕生产前根据上述要求对混凝土原材料进行检验,采纳符合要求的原材料,试验出最佳的配合比
在正式生产时,要求混凝土原材料分批检验,并对每次混凝土搅拌前进行骨料含水量测试,以获得理想的水灰比,从总体上可以保证了塌落度,来保证轨枕质量
混凝土拌和物温度宜在 5〜30C
新拌混凝土的温度应限制在+15S+25[
在冬季/夏季时,可能需要加热/冷却骨料
假如浇注混凝土的升温反应符合 BN918143 的要求(振捣3 小时后其温度<30C,或振捣 4 小时后其温度<40C,而且最大混凝土温度低于根据水泥中 SO3含量而指定的最大温度),则混凝土拌和物的温度可以高于 30° C
应对温度每月进行测量并报告
当浇筑混凝土时,密实度应在 c=1
05[-]限度内
应每天进行测量和报告
3 清模、喷脱模