桩基钢筋加工控制要点一、原材料进场1、钢筋必须按不同钢种、等级、牌号、规格及生产厂家分批验收,分别堆 存,不得混杂,且应设立识别标志
2、钢筋漏天放置时应垫高并加遮盖
3、进场钢筋应具有出厂质量证明和试验报告单,并根据试验室要求进行钢 筋力学性能(拉伸和弯曲)的自检、抽检(每批钢筋取 6 个试件,3 个进行拉伸 试验,3 个进行弯曲试验),合格后方能用于施工
二、钢筋笼的制作(一)628 主筋制作控制表桩基类型根数钢筋笼直径间距(mm)长度部位1
1m216设计桥台桩基1
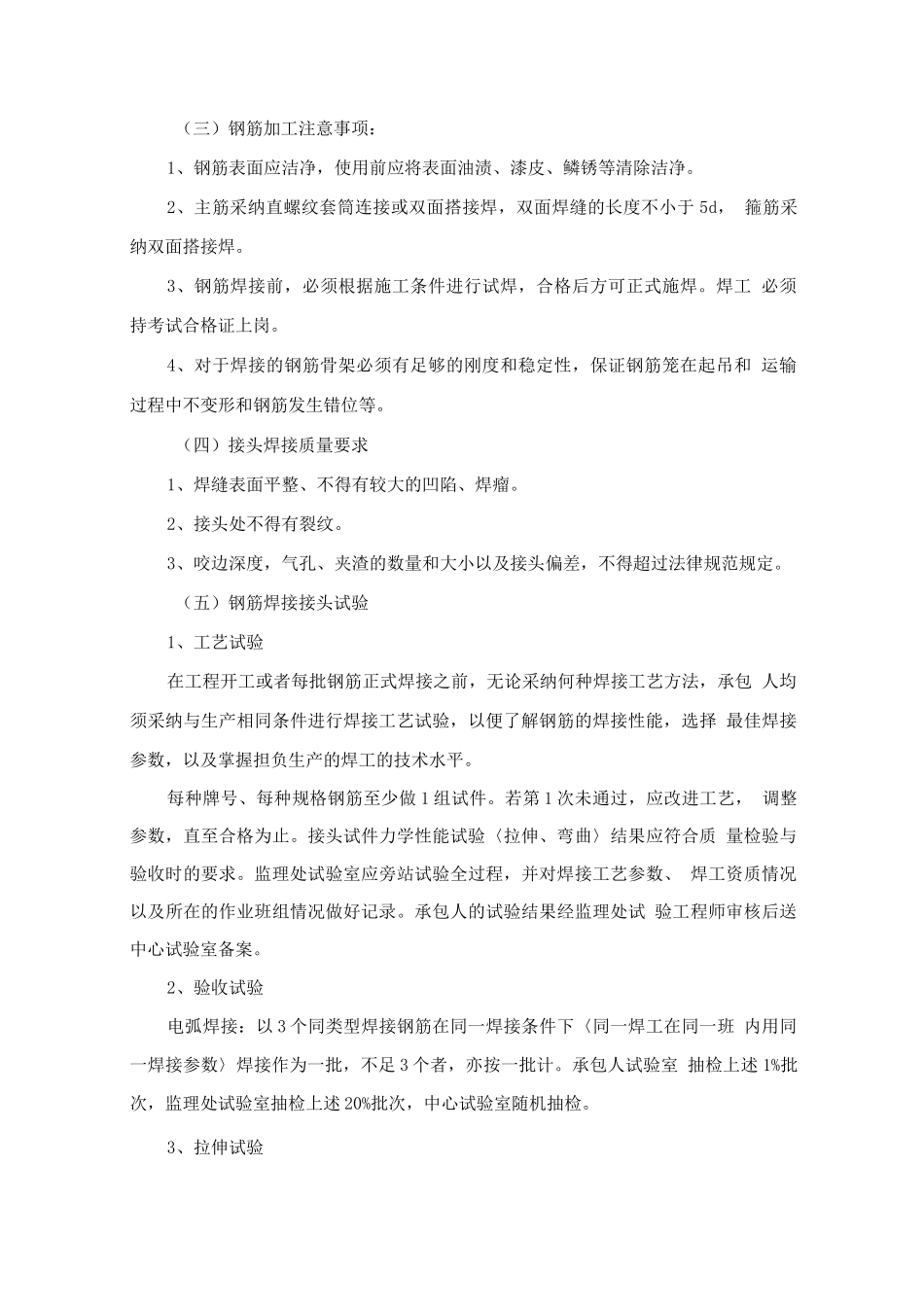
6m186设计墩柱桩基(二)钢筋笼安装检测钢筋骨架制作完成后进行严格的自检后,通知监理工程师进行验收
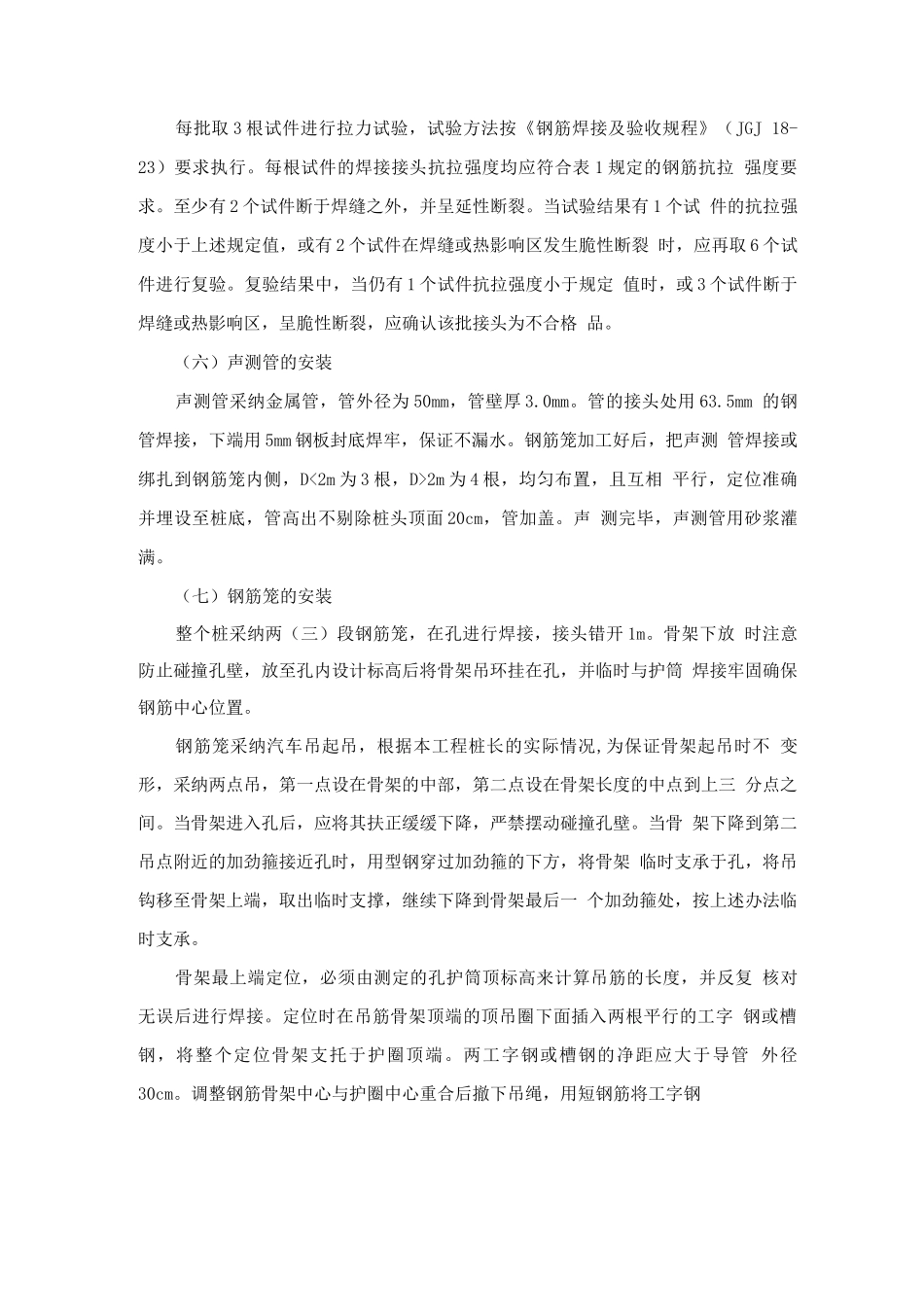
钢筋安装实测项目序号检查项目允许偏差(mm) 检验方法1受力筋间距±20尺量:每构件检查两断面2箍筋、螺旋筋间距士 10尺量:每构件检查 5-10 个间距3钢筋骨架尺寸长士 10尺量:按骨架总数 30%检查直径±54保护层厚度士 10尺量:每构件检查 8 点(三)钢筋加工注意事项:1、钢筋表面应洁净,使用前应将表面油渍、漆皮、鳞锈等清除洁净
2、主筋采纳直螺纹套筒连接或双面搭接焊,双面焊缝的长度不小于 5d, 箍筋采纳双面搭接焊
3、钢筋焊接前,必须根据施工条件进行试焊,合格后方可正式施焊
焊工 必须持考试合格证上岗
4、对于焊接的钢筋骨架必须有足够的刚度和稳定性,保证钢筋笼在起吊和 运输过程中不变形和钢筋发生错位等
(四)接头焊接质量要求1、焊缝表面平整、不得有较大的凹陷、焊瘤
2、接头处不得有裂纹
3、咬边深度,气孔、夹渣的数量和大小以及接头偏差,不得超过法律规范规定
(五)钢筋焊接接头试验1、工艺试验在工程开工或者每批钢筋正式焊接之前,无论采纳何种焊接工艺方法,承包 人均须采纳与生产相同条件进行焊接工艺试验,以便了解钢筋的焊接性能,选择 最佳焊接参数,以及掌握担负生产的焊工的