钢筋工程监理检查验收程序与要点编制:日期:一、钢筋原材料的进场验收二、钢筋加工三、钢筋焊接四、钢筋现场安装、绑扎附:标准图集上部分常用节点及构造做法:一、钢筋原材料的进场验收1、钢筋进场后首先检查产品合格证、出厂检验报告单、每捆(盘)钢筋的标牌;首先核对出厂标牌与材质证明是否一致,同时收集出厂标牌,并复印在材质证明书的背面或单印;如下图所示:(另外需要注意:如材质单为复印件时需加盖供货单位红章
)2、外观检查
钢筋应平直,表面无损伤、裂纹、结疤、折叠和油污,钢筋表面允许有凸块,但不得超过横肋的最大高度
3、检查钢筋尽量堆放
钢筋宜堆放在仓库或料棚内,当条件不具备时,也可堆放在露天场地,但应选择地势较高,有一定的排水坡度的地方堆放,距地面高度不小于 2mm
钢筋原材料取样频率:一般每批由同一牌号、同一炉罐号、同一规格的钢筋组成,每批重量不大于 60t
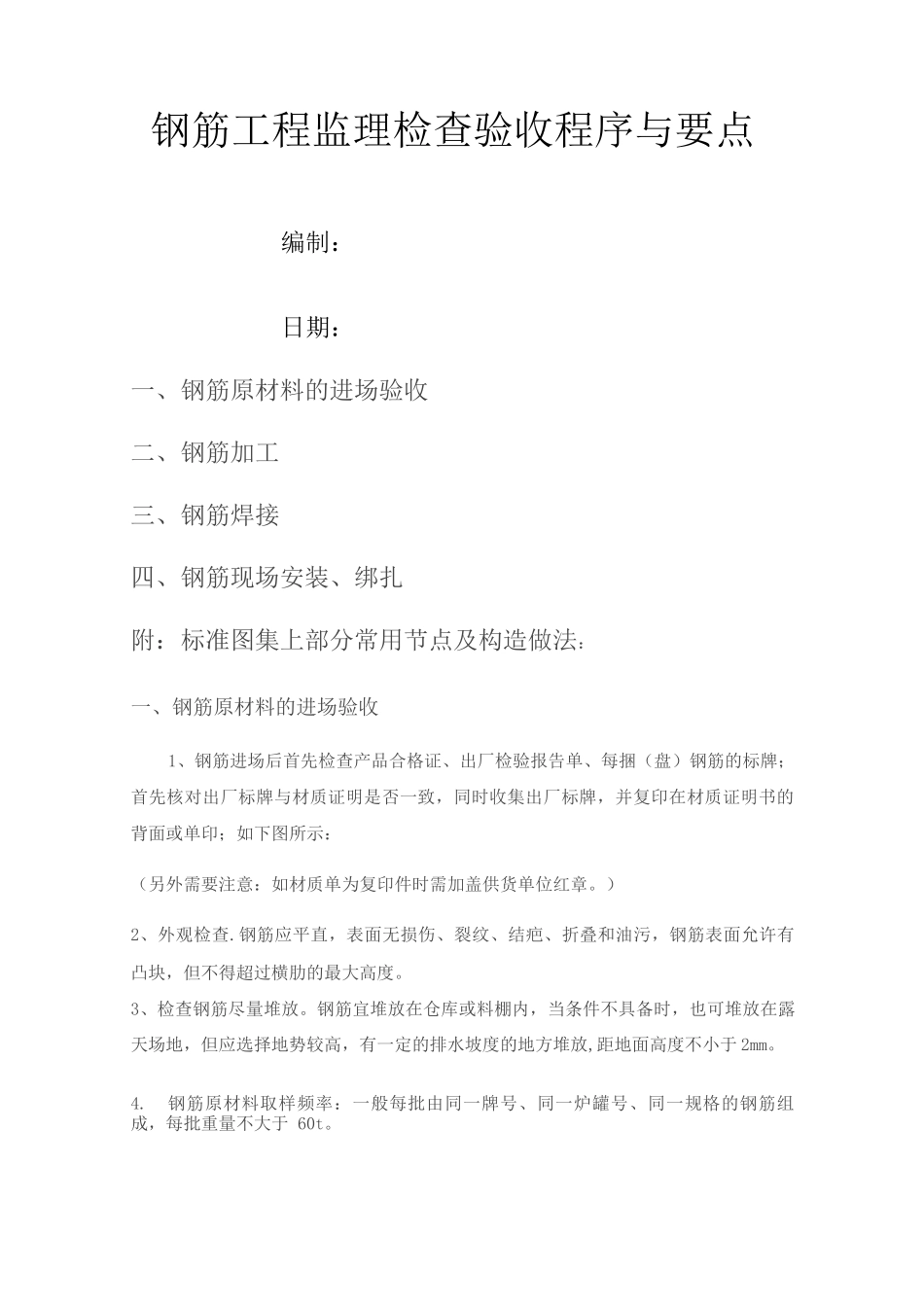
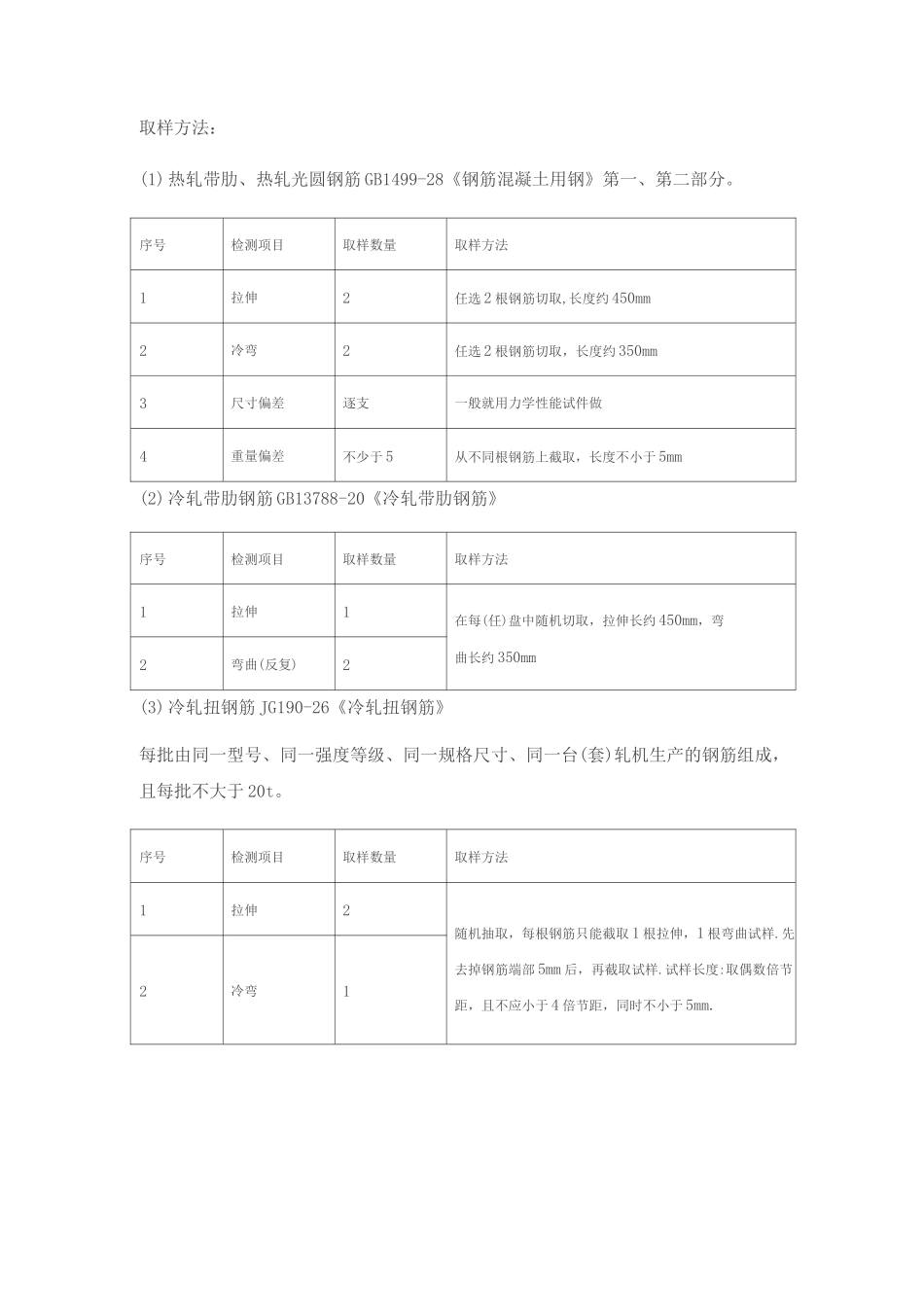
取样方法:(1)热轧带肋、热轧光圆钢筋 GB1499-28《钢筋混凝土用钢》第一、第二部分
序号检测项目取样数量取样方法1拉伸2任选 2 根钢筋切取,长度约 450mm2冷弯2任选 2 根钢筋切取,长度约 350mm3尺寸偏差逐支一般就用力学性能试件做4重量偏差不少于 5从不同根钢筋上截取,长度不小于 5mm(2)冷轧带肋钢筋 GB13788-20《冷轧带肋钢筋》序号检测项目取样数量取样方法1拉伸1在每(任)盘中随机切取,拉伸长约 450mm,弯曲长约 350mm2弯曲(反复)2(3)冷轧扭钢筋 JG190-26《冷轧扭钢筋》每批由同一型号、同一强度等级、同一规格尺寸、同一台(套)轧机生产的钢筋组成,且每批不大于 20t
序号检测项目取样数量取样方法1拉伸2随机抽取,每根钢筋只能截取 1 根拉伸,1 根弯曲试样
先去掉钢筋端部 5mm 后,再截取试样
试样长度:取偶数倍节距,且不应小于 4 倍节距,同时不小于 5mm