(KPI &II) Manufacturing Engineering致:文开进先生/王小林先生/张光华先生由:杨志勇/黄家荣发出:范军杰/李跃辉日期:07/11/2025文件编号:KPI-ME-GD-O-157-2025影送:陈惠珍小姐/黄少南先生/潘观平先生Sub:KPⅠ 电镀制作力气评估报告一、 背景:目前生产线上很多孔内铜厚要求 1
0MIL 以上的制板按目前正常生产工艺〔一次全板+一次图电〕无法到达客户的要求,均需增加一次全板电铜流程,但随着此类制板数量的不断增加,严峻影响了图电工序的生产出货;所以现对电镀制作力气做一次评估,请 P&D 在技术上供给帮助
二、 目的:1、评估钻咀直径为 0
35MM 以下,按正常生产工艺〔一次全板+一次图电〕,其孔内铜厚状况;2、评估现电镀的深镀力气和镀铜均匀性状况
三、 评估状况:A、孔内镀铜厚的评估1
试板板号:KP44864A00客户:HONO12
试板要求和特点:板厚:0
057“—0
070“生产板尺寸:11
70“X22
10“最小钻咀直径:0
35MM线距:3
5 MIL MIN孔内铜厚要求:0
7mil(min)、0
8mil(average) 镀铜密度:C/S59
16%S/S52
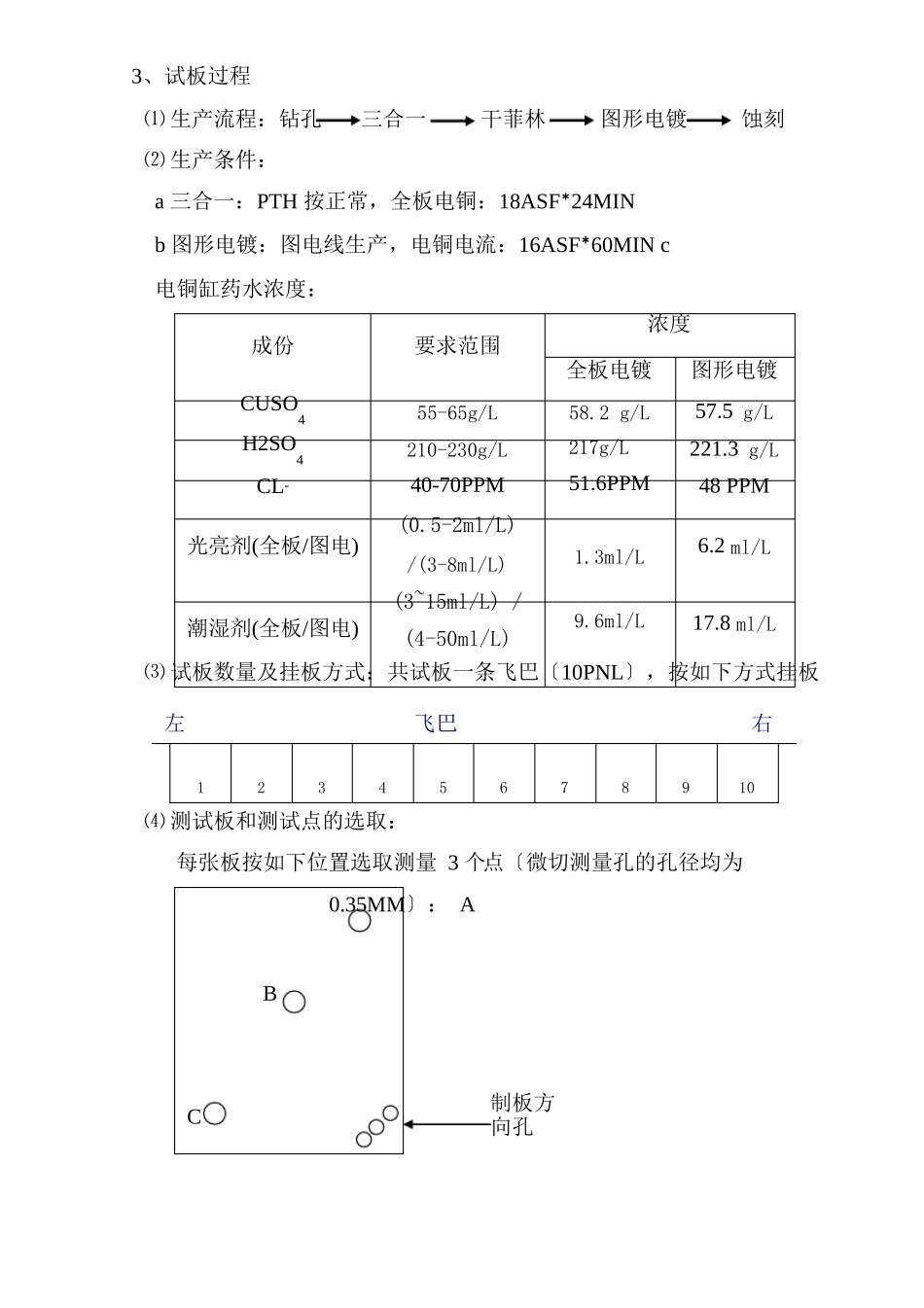
20%123456789103、试板过程⑴ 生产流程:钻孔三合一干菲林图形电镀蚀刻⑵ 生产条件:a 三合一:PTH 按正常,全板电铜:18ASF*24MINb 图形电镀:图电线生产,电铜电流:16ASF*60MIN c 电铜缸药水浓度:浓度成份要求范围CUSO4H2SO4CL-光亮剂(全板/图电)潮湿剂(全板/图电)55-65g/L210-230g/L40-70PPM(0
5-2ml/L)/(3-8ml/L) (3~15ml/L) / (4-50ml/L)全板电镀58
2 g/L 217g/L 51
3ml/L9