冲压毛刺的形成及其控制 摘 要:冲压加工中产生毛刺最明显的工序是冲裁,冲裁为冲压加工的第一道工序,应用最广泛 ,其质量对后道工序有着重要影响,因此极大地左右着最终成品的性能,为掌握有关毛刺形成及其控制的知识,必须充分了解影响冲裁过程及产生毛刺原因
关键词:冲压加工 毛刺 形成及其控制 零件在加工过程中,产生的毛刺,对零件的加工精度,装配精度
使用要求,再加工定位
操作安全与外观质量等许多方面都会产生不良影响,对去毛刺工艺的要求越来越高,使用去毛刺的技术也越来越得到重视
冲压加工中产生毛刺最明显的工序是冲裁,冲裁为冲压加工的第一道工序,应用最广泛 ,其质量对后道工序有着重要影响,因此极大地左右着最终成品的性能,为掌握有关毛刺形成及其控制的知识,必须充分了解影响冲裁过程及产生毛刺原因
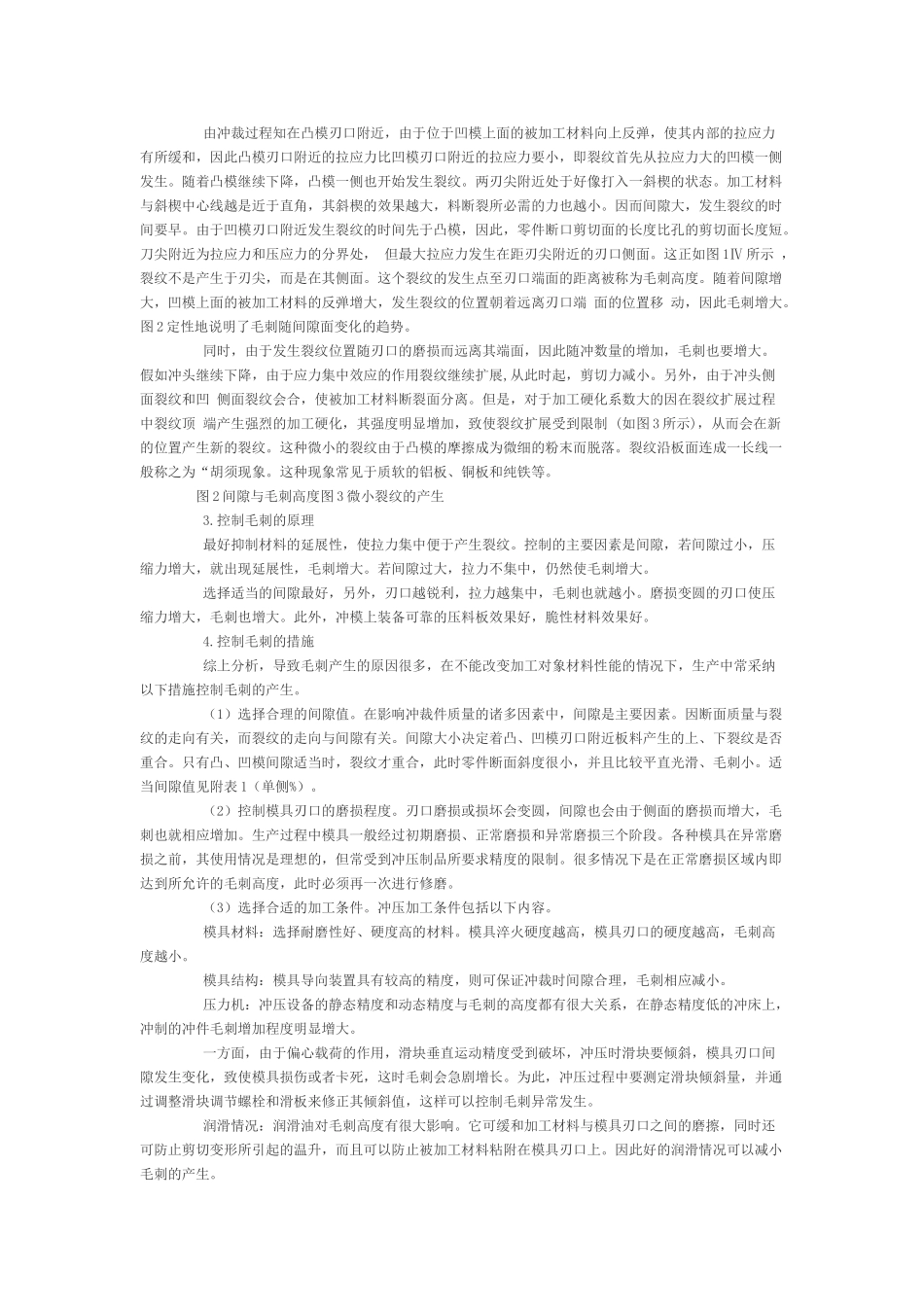
冲裁过程及断面情况 下图所示为冲裁过程及冲裁断面各部位的名称
图 1 (a)冲裁过程 (b)冲裁断面 2
毛刺产生的原理 由冲裁过程知在凸模刃口附近,由于位于凹模上面的被加工材料向上反弹,使其内部的拉应力有所缓和,因此凸模刃口附近的拉应力比凹模刃口附近的拉应力要小,即裂纹首先从拉应力大的凹模一侧发生
随着凸模继续下降,凸模一侧也开始发生裂纹
两刃尖附近处于好像打入一斜楔的状态
加工材料与斜楔中心线越是近于直角,其斜楔的效果越大,料断裂所必需的力也越小
因而间隙大,发生裂纹的时间要早
由于凹模刃口附近发生裂纹的时间先于凸模,因此,零件断口剪切面的长度比孔的剪切面长度短
刀尖附近为拉应力和压应力的分界处, 但最大拉应力发生在距刃尖附近的刃口侧面
这正如图 1Ⅳ 所示 ,裂纹不是产生于刃尖,而是在其侧面
这个裂纹的发生点至刃口端面的距离被称为毛刺高度
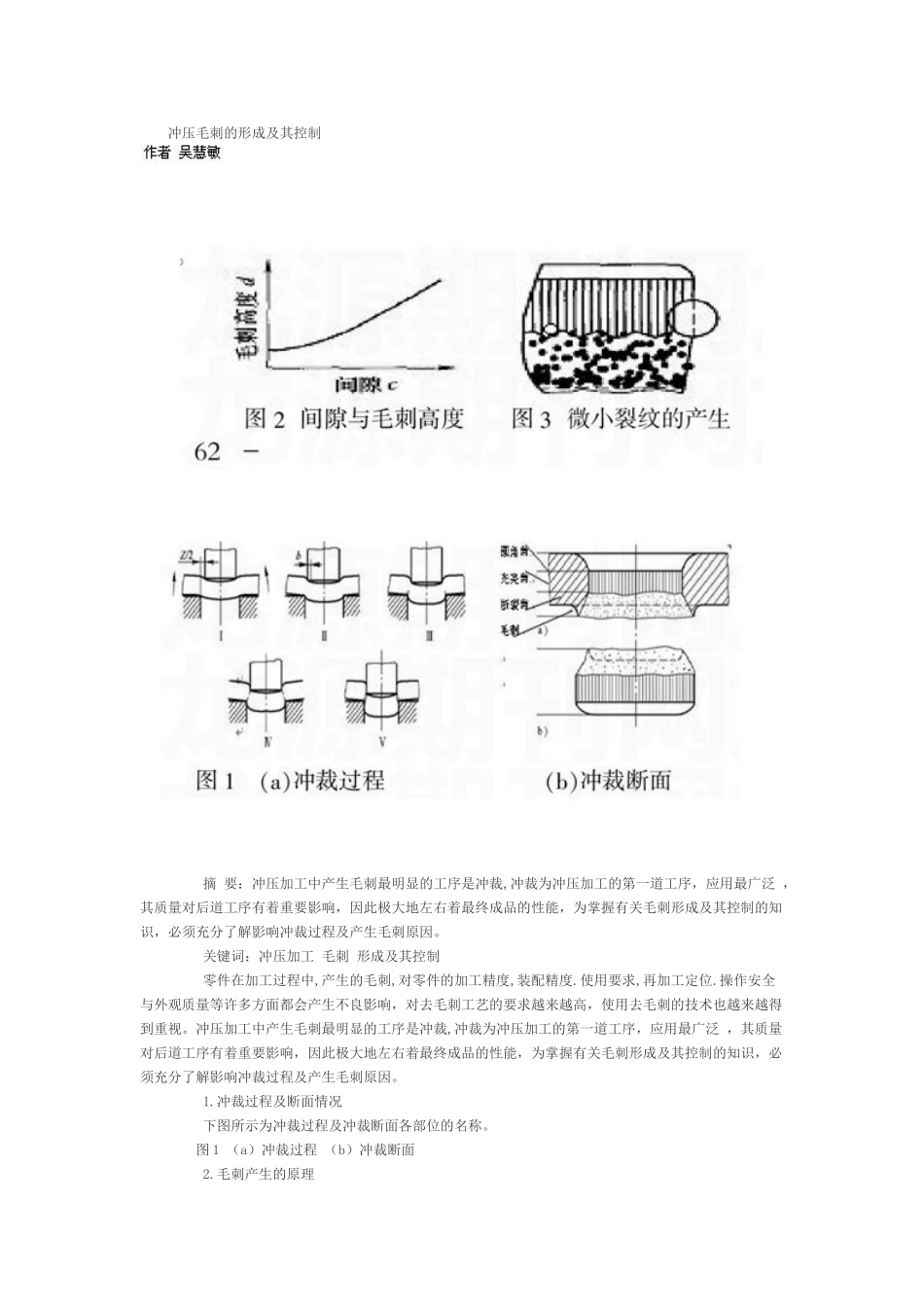
随着间隙增大,凹模上面的被加工材料的反弹增大,发生裂纹的位置朝着远离刃口端 面的位置移 动,因此毛刺增大
图 2 定性地说明了毛刺随间隙面变化的