冲压模具课程设计题目:垫片复合模设计黎明大学机电工程系11 模具设计与制造姓名:学号:指导老师: 2025
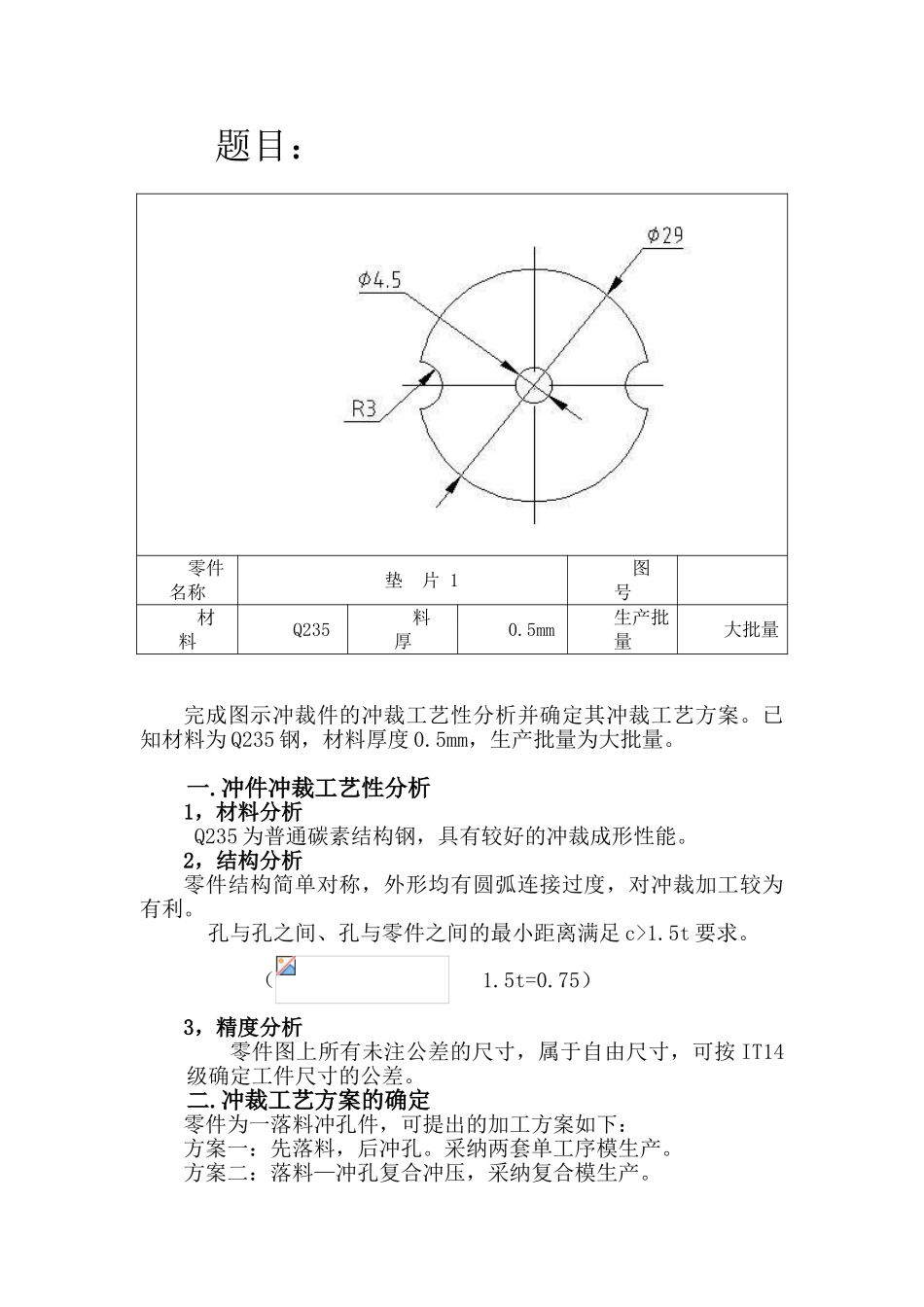
18题目:零件名称垫 片 1图 号材 料Q235料 厚0
5mm生产批量大批量完成图示冲裁件的冲裁工艺性分析并确定其冲裁工艺方案
已知材料为 Q235 钢,材料厚度 0
5mm,生产批量为大批量
冲件冲裁工艺性分析1,材料分析Q235 为普通碳素结构钢,具有较好的冲裁成形性能
2,结构分析零件结构简单对称,外形均有圆弧连接过度,对冲裁加工较为有利
孔与孔之间、孔与零件之间的最小距离满足 c>1
75)3,精度分析零件图上所有未注公差的尺寸,属于自由尺寸,可按 IT14级确定工件尺寸的公差
冲裁工艺方案的确定零件为一落料冲孔件,可提出的加工方案如下:方案一:先落料,后冲孔
采纳两套单工序模生产
方案二:落料—冲孔复合冲压,采纳复合模生产
方案三:冲孔—落料连续冲压,采纳级进模生产
由于所设计的零件结构简单,为提高生产效率,主要应采纳复合冲裁或级进冲裁方式
但为了模具制造方便,最后决定采纳复合冲裁进行生产
由工件尺寸可知,为便于操作,所以复合模结构采纳倒装复合模
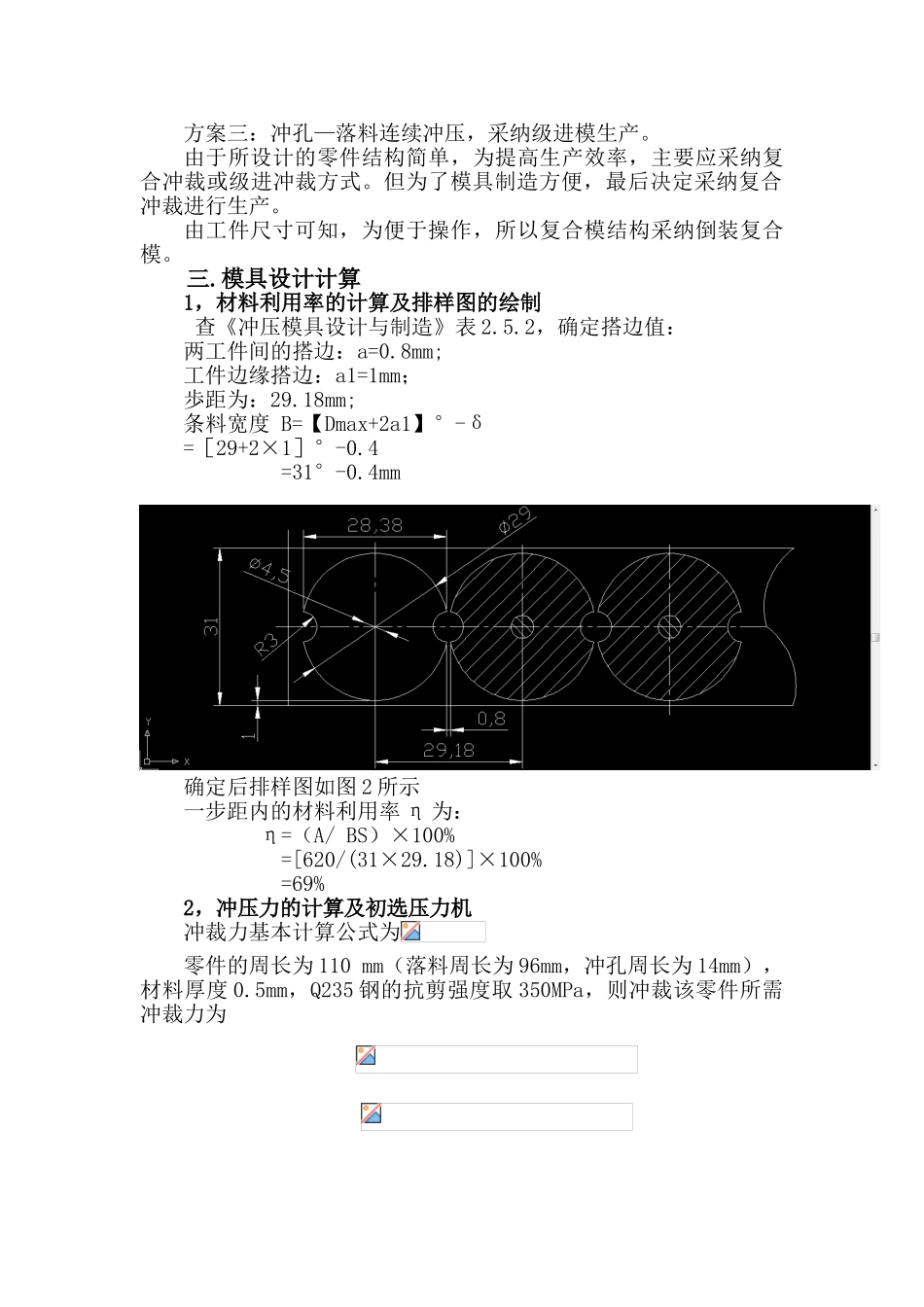
模具设计计算1,材料利用率的计算及排样图的绘制查《冲压模具设计与制造》表 2
2,确定搭边值:两工件间的搭边:a=0
8mm; 工件边缘搭边:a1=1mm; 歩距为:29
18mm;条料宽度 B=【Dmax+2a1】°-δ=[29+2×1]°-0
4 =31°-0
4mm图 2 排样图确定后排样图如图 2 所示一步距内的材料利用率 η 为: η=(A/ BS)×100% =[620/(31×29
18)]×100% =69%2,冲压力的计算及初选压力机冲裁力基本计算公式为零件的周长为 110 mm(落料周长为 96mm,冲孔周长为 14mm),材料厚度 0