预埋件得施工工艺1 范围本施工工艺适用于制砂系统成套设备土建工程中得预埋件施工
2 施工准备2、1 采纳材料2
1 钢板采纳Q 235A 钢,钢筋采纳 HPB2 3 5 级钢筋(热轧光圆钢筋)与 HRB335 级钢筋(热轧带肋钢筋);2
1.2 混凝土强度等级选用C 1 5(垫层用)、C 30(主体基础)两种;2
3 焊条选用 E4 30 3 型(J 4 22)焊条
2、2 主要器具电焊机、水平尺、水平管、卷尺、吊锤、钢丝线、建筑用线、墨斗线等
3操作工艺3、1 预埋件施工工艺流程为:(1)钢筋、钢板下料加工;(2)焊接; (3)支模并安装预埋件;(4)对比施工图校对预埋件尺寸与位置;(5)浇筑砼;(6)养护与拆模;(7)检查预埋件施工质量;(8)修补处理;3.1
1 预埋件施工前,应首先了解其型式、位置与数量,然后按设计要求制作并固定预埋件
预埋件得原材料应确保合格,同时观感质量必须合格,表面无明显锈蚀现象
钢筋得调直下料以及钢板得划线切割,需根据图纸尺寸仔细实施
对于有特别要求得预埋件,应当注意锚筋得弯钩长度、角度等规定
3.1.2 预埋件焊接前,必须检查钢筋钢板得品种就是否符合设计要求及强制性标准规定,对不符合要求者,需查明原因,妥善解决
1.3 预埋件得焊缝形式应由锚筋得尺寸确定,对主要设备受较大振动力得预埋件应选择穿孔塞焊(如破裂机、制砂机、振动筛等),用以保证预埋件焊接质量,对于输送带、料斗等只受压力得预埋件可采纳 T 字形焊接
3、2 预埋件得焊接方法3
1 预埋件得焊接采纳电弧焊,焊接时贴角焊缝得高度要符合标准规定
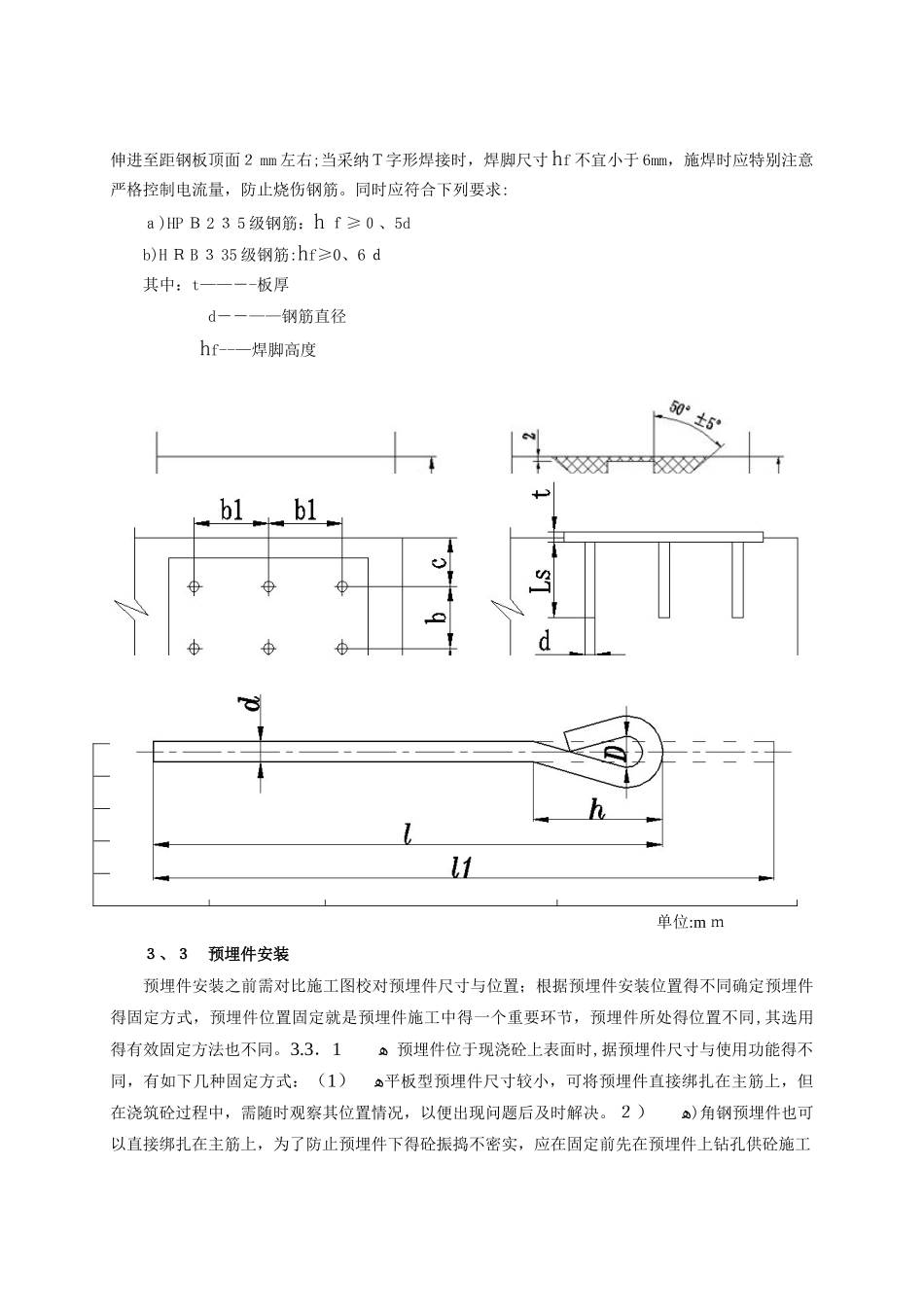
当采纳穿孔塞焊时,钢板得孔洞应做成喇叭口,内口直径应比钢筋直径大4 mm,倾斜角一般为 35°~45°,钢筋端部伸进至距钢板顶面2 mm 左右;当采纳T字形焊接时,焊脚尺寸 hf 不宜小于 6mm,施焊时应特别注意严格控制电流量