一、目的 法律规范搓牙机作业法律规范,提高工序质量及生产效率
二、 工作流程和内容工作流程内容说明1、工装模具准备、产品调试
调试前必清理机台杂钉、杂物,防止混料
2、自检合格后交检验员进行首件确认,若首检不合格需重新确认模具,调整设备;3、操作员及时清理机台调机品及周边杂物,并检验员确认机台“5S”后,方可开机生产;检验员及操作员按制程检验法律规范进行巡检与自检
4、检验员判定是否合格
合格转下工序,不合格按《不合格控制程序》进行隔离、标识,由检验员组织不合格评审
5、按生产流程转下工序加工
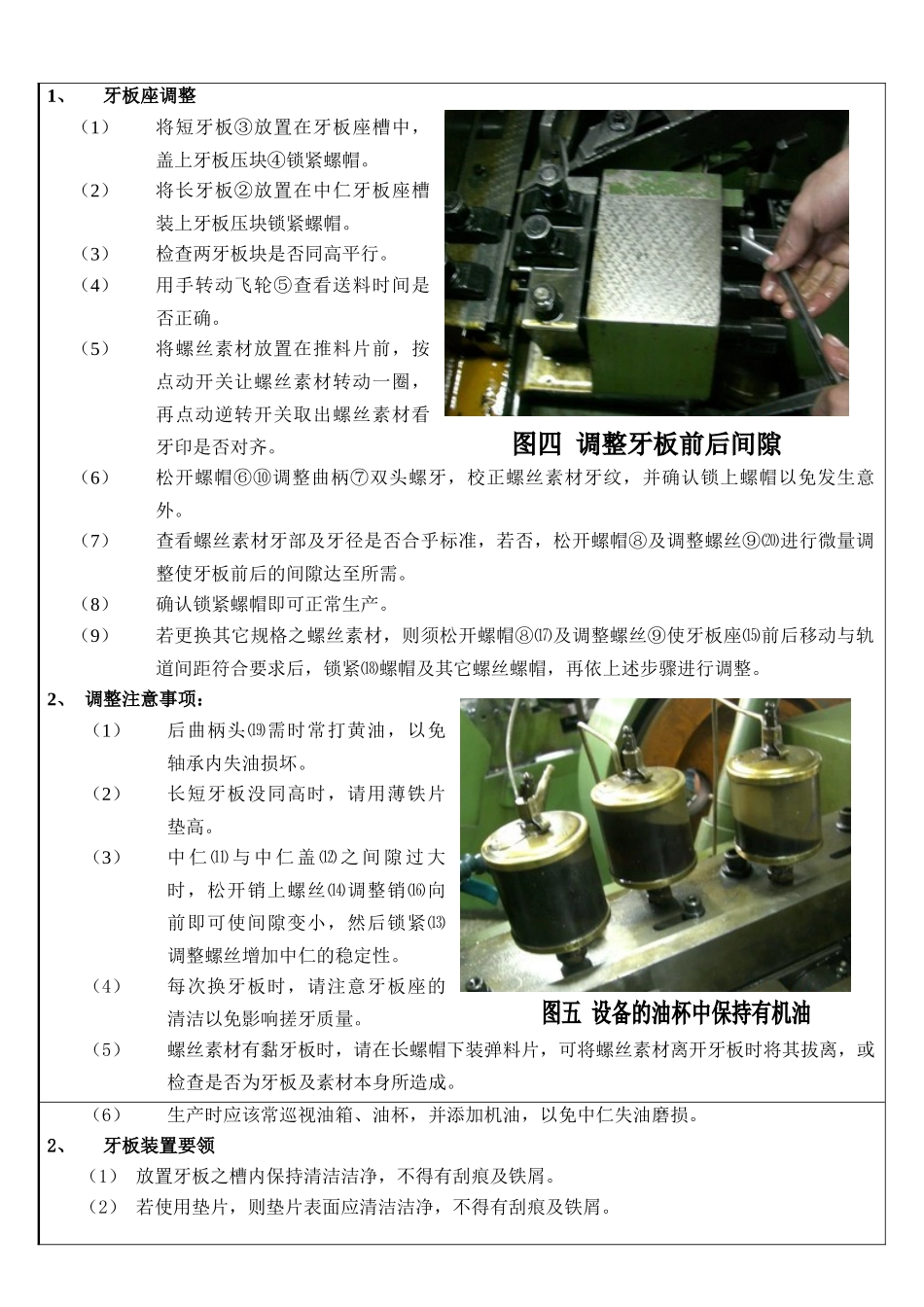
三、工装模具、检测仪具的准备 四、搓牙机构的调整 (见图三)生产准备自检、首检量 产转下工序NoOk巡检Ok标识、隔离No 1、牙板座调整(1)将短牙板③放置在牙板座槽中,盖上牙板压块④锁紧螺帽
(2)将长牙板②放置在中仁牙板座槽装上牙板压块锁紧螺帽
(3)检查两牙板块是否同高平行
(4)用手转动飞轮⑤查看送料时间是否正确
(5)将螺丝素材放置在推料片前,按点动开关让螺丝素材转动一圈,再点动逆转开关取出螺丝素材看牙印是否对齐
(6)松开螺帽⑥⑩调整曲柄⑦双头螺牙,校正螺丝素材牙纹,并确认锁上螺帽以免发生意外
(7)查看螺丝素材牙部及牙径是否合乎标准,若否,松开螺帽⑧及调整螺丝⑨⒇进行微量调整使牙板前后的间隙达至所需
(8)确认锁紧螺帽即可正常生产
(9)若更换其它规格之螺丝素材,则须松开螺帽⑧⒄及调整螺丝⑨使牙板座⒂前后移动与轨道间距符合要求后,锁紧⒅螺帽及其它螺丝螺帽,再依上述步骤进行调整
2、 调整注意事项:(1)后曲柄头⒆需时常打黄油,以免轴承内失油损坏
(2)长短牙板没同高时,请用薄铁片垫高
(3)中 仁 ⑾ 与 中 仁 盖 ⑿ 之 间 隙 过 大时,松开销上螺丝⒁调整销⒃向前即可使间隙变小,然后锁紧⒀调整螺丝增加中仁的稳定性
(4)每次换牙板时,请注意牙板座的清洁以免影响搓