作 业 指 导 书工程名称:XX 热电有限公司 4#炉扩建工程编 号: HJ-003作业项目名称:本体管道焊接作业指导书编制单位:江苏 XX 建设工程集团有限公司编 写: XXX 日 期:2025
30审 核: XXX 日 期:2025
30批 准: XXX 日 期:2025
30出版日期2025
30版次第一版目 录 1
工程概况和工作量4
参加作业人员资格要求5
作业所需机具、工具规格及要求6
作业前的准备和条件7
作业程序方法和要求8
质量标准和检验要求9
安全文明施工管理要求1.适用范围:本作业指导书适用于 XX 热电 130T 锅炉本体附属管道安装焊接工作
2.编制依据:2.1《锅炉压力容器焊工考试规则》 劳人锅(1988)1 号2.2《焊工技术考核规程》 DL/T679-19992.3《电力建设施工及验收法律规范》(焊接篇) DLT869-20252.4《火力发电厂锅炉、压力容器焊接工艺评定规程》 SD340-892.5《火电施工质量检验及评定标准》(焊接篇) 1996 版2.6《电力建设安全工作规程》 DL5009
1-20252.7《苏震热电有限公司热电工程施工组织总设计》2.8 有关的《焊接工艺评定》
3.工程概况及主要焊接工程量江苏 XX 热电 130t/h 锅炉由无锡锅炉厂有限公司生产,其产品型号:UG-130T/5
3-M8 型锅炉,为次高温、次高压、循环流化床汽包炉
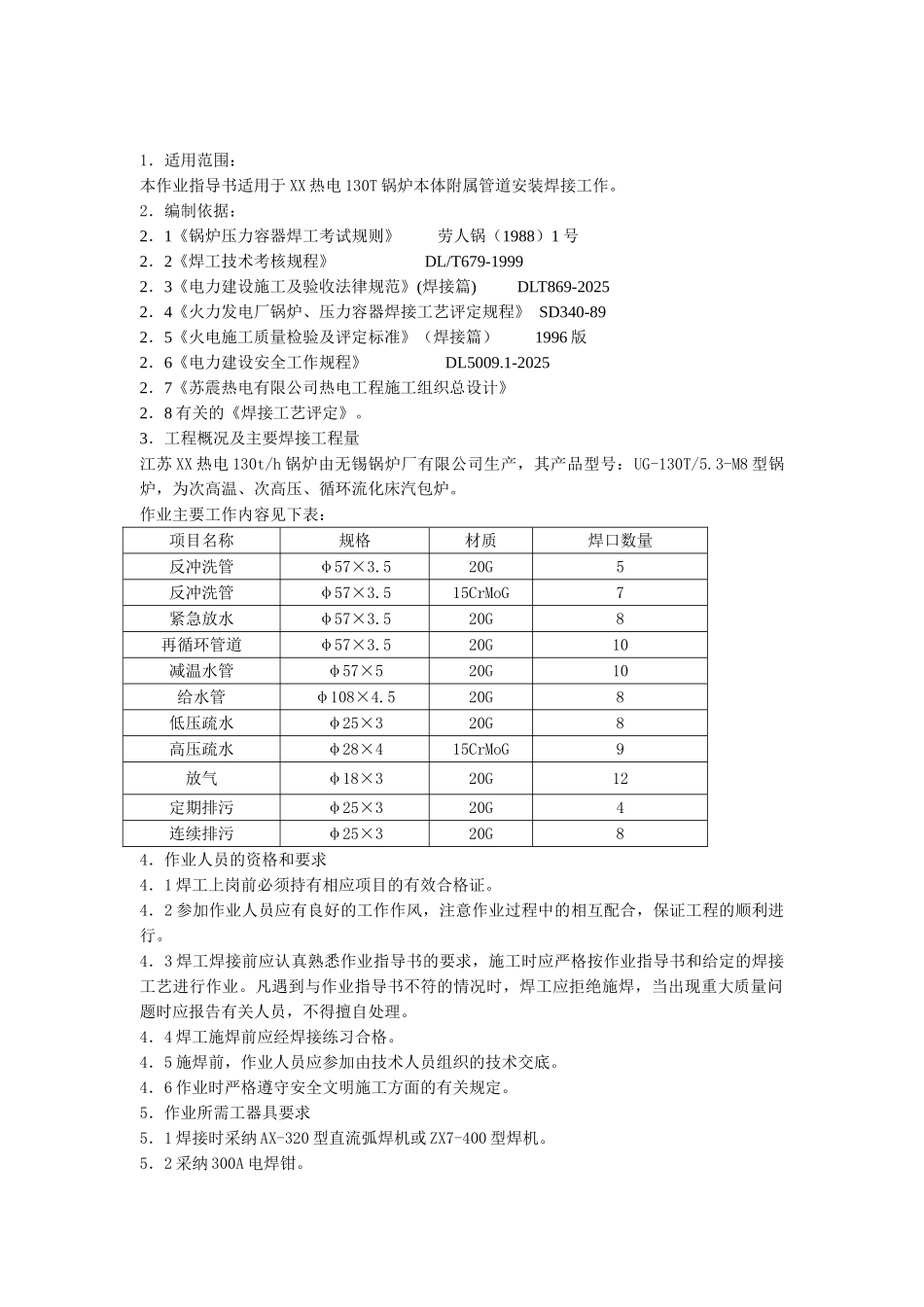
作业主要工作内容见下表:项目名称规格材质焊口数量反冲洗管φ57×3
520G5反冲洗管φ57×3
515CrMoG7紧急放水φ57×3
520G8再循环管道φ57×3
520G10减温水管φ57×520G10给水管φ108×4
520G8低压疏水φ25×320G8高压疏水φ28×415CrMoG9放气φ18×320G12定期排污φ25×320G