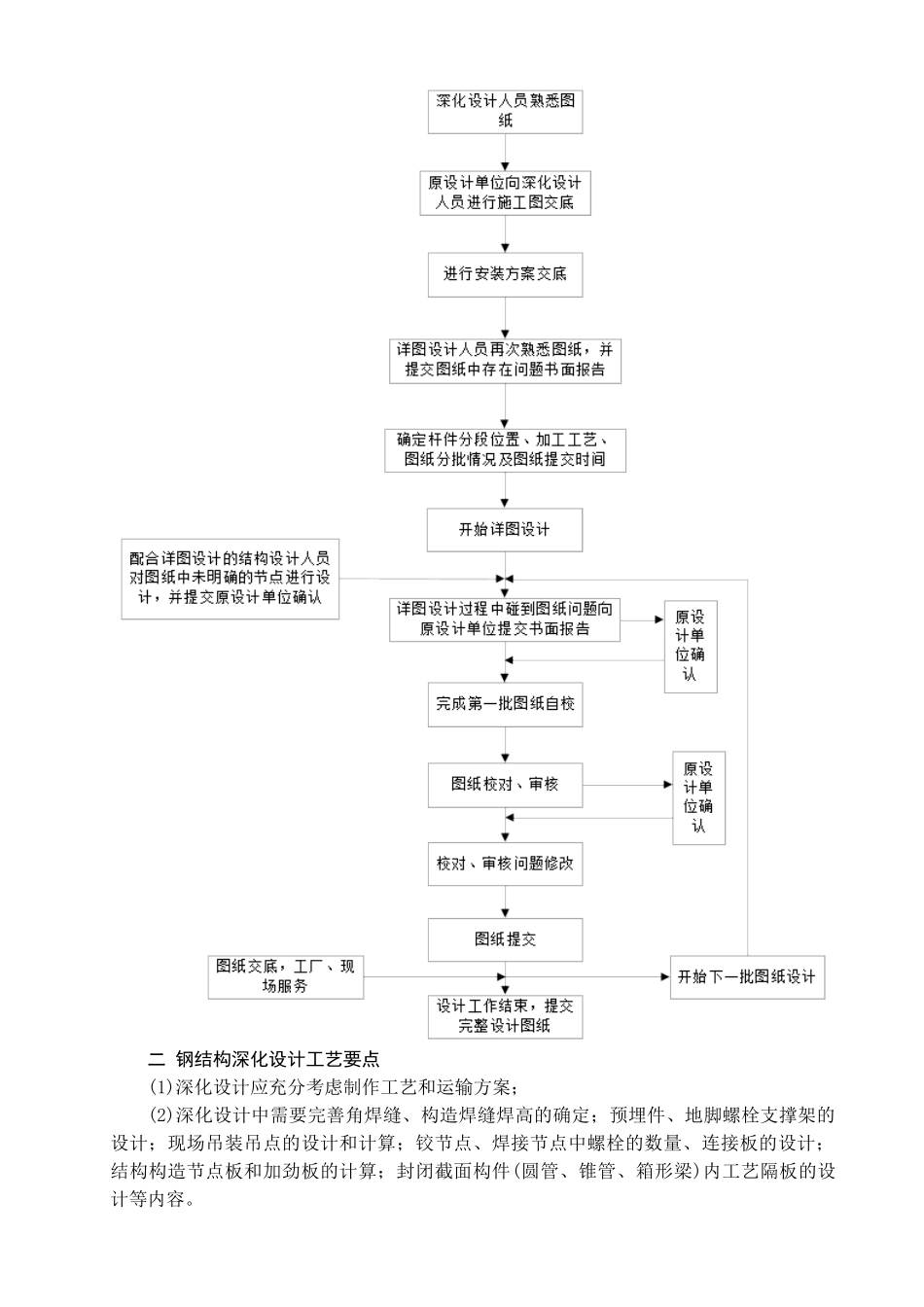
第五篇 主要分项工程施工工艺框图第一章 钢结构工程施工工艺框图第一节 钢结构深化设计工艺框图一 钢结构深化设计工艺框图二 钢结构深化设计工艺要点(1)深化设计应充分考虑制作工艺和运输方案;(2)深化设计中需要完善角焊缝、构造焊缝焊高的确定;预埋件、地脚螺栓支撑架的设计;现场吊装吊点的设计和计算;铰节点、焊接节点中螺栓的数量、连接板的设计;结构构造节点板和加劲板的计算;封闭截面构件(圆管、锥管、箱形梁)内工艺隔板的设计等内容
(3)严格执行法律规范、标准、规程和特别规定;遵循原设计图纸的要求,对工程概况进行充分了解
(4)设计文件无明确要求时,所有节点按等强连接设计;(5)节点设计要尽可能响应原设计,如发现原设计确实不合理,提出自己的合理化建议后,在通过原设计单位认可后,方可自行根据更加合理的节点形式设计;(6)设计过程中有义务对原设计不合理的地方指出或提出合理化建议,以便于方案更加优化;(7)所有节点的设计,除满足强度要求外,尚应考虑结构简洁、传力清楚以及现场安装的可操作性;(8)材料长度不够引起的对接焊缝,其拼接位置应满足“钢结构工程施工质量验收法律规范(GB50205-2001)”的要求
第二节 钢结构制作工艺框图一 钢结构制作工艺要点(1)严格遵循材料采购控制流程:制作单位提出材料采购计划→钢结构项目部复核→驻厂代表监督检查实际到货情况
(2)随时把握市场情况与关键材料的储备情况,建立关键材料预警机制, 对采购的材料根据规定进行检测的同时根据法律规范进行复查
(3)对构件的下料、装配、焊接等工艺进行复核,保证工艺的先进性与合理性,同时根据法律规范对构件进行尺寸复合
(4)钢材在切割前先进行表面防腐预处理,并进行变形矫正
(5)钢管和箱型截面构件直端口采纳自动切割机下料,相贯端口采纳五维切割机进行下料,杆件下料需要根据制作样板试件所得的焊接收缩数据考虑实际下料长度