塑料方形盒模具设计苯课程设计任务为一塑料方形盒,顶面盒两侧各有各方形孔,材料为ABS,精度为MT2级,初始零件图尺寸如图一所示:一、塑件成型工艺性分析及工艺选择:1、塑件工艺性分析(1)外形尺寸该塑件壁厚约2mm,塑件外形尺寸不大,塑件熔体流程不太长,塑件流程不太长,塑件材料为ABS,是热塑性塑料,流动性中等,适合于注射成型
(2)精度等级塑件精度为MT2,并分为A、B类尺寸,按类别、精度和基本尺寸计算公差
(3)脱模斜度ABS的成型性能好,成型收缩率较小,且塑件形状容易脱模,设脱模斜度为1°,很短部分可以取36ˊ即0
6°,如深2mm的侧型芯
2、ABS工程塑料的性能分析ABS树脂(丙烯腈-苯乙烯-丁二烯共聚物,ABS是AcrylonitrileButadieneStyrene的首字母缩写)是一种强度高、韧性好、易于加工成型的热塑型高分子材料,常被用于制造仪器的塑料外壳
ABS树脂是微黄色固体,有一定的韧性,密度约为1
06g/cm3
它抗酸、碱、盐的腐蚀能力比较强,也可在一定程度上耐受有机溶剂溶解
ABS树脂可以在-25℃~60℃的环境下表现正常,而且有很好的成型性,加工出的产品表面光洁,易于染色和电镀
因此它可以被用于家电外壳玩具等日常用品
3、ABS的注射成型过程及工艺参数1)注射成型过程混料—干燥—螺杆塑化—充模—保压—冷却—脱模—塑件后处理(1)成型前的准备
对ABS的色泽、粒度和均匀度等进行检验
因为ABS塑料的吸湿性和对对水分的敏感性较大,在ABS成型前还必须进行干燥和预热,不但能消除水汽造成的制件表面烟花状泡带、银丝,而且还有助于塑料的塑化,减少制件表面色斑和云纹
ABS原料需要控制水分在0
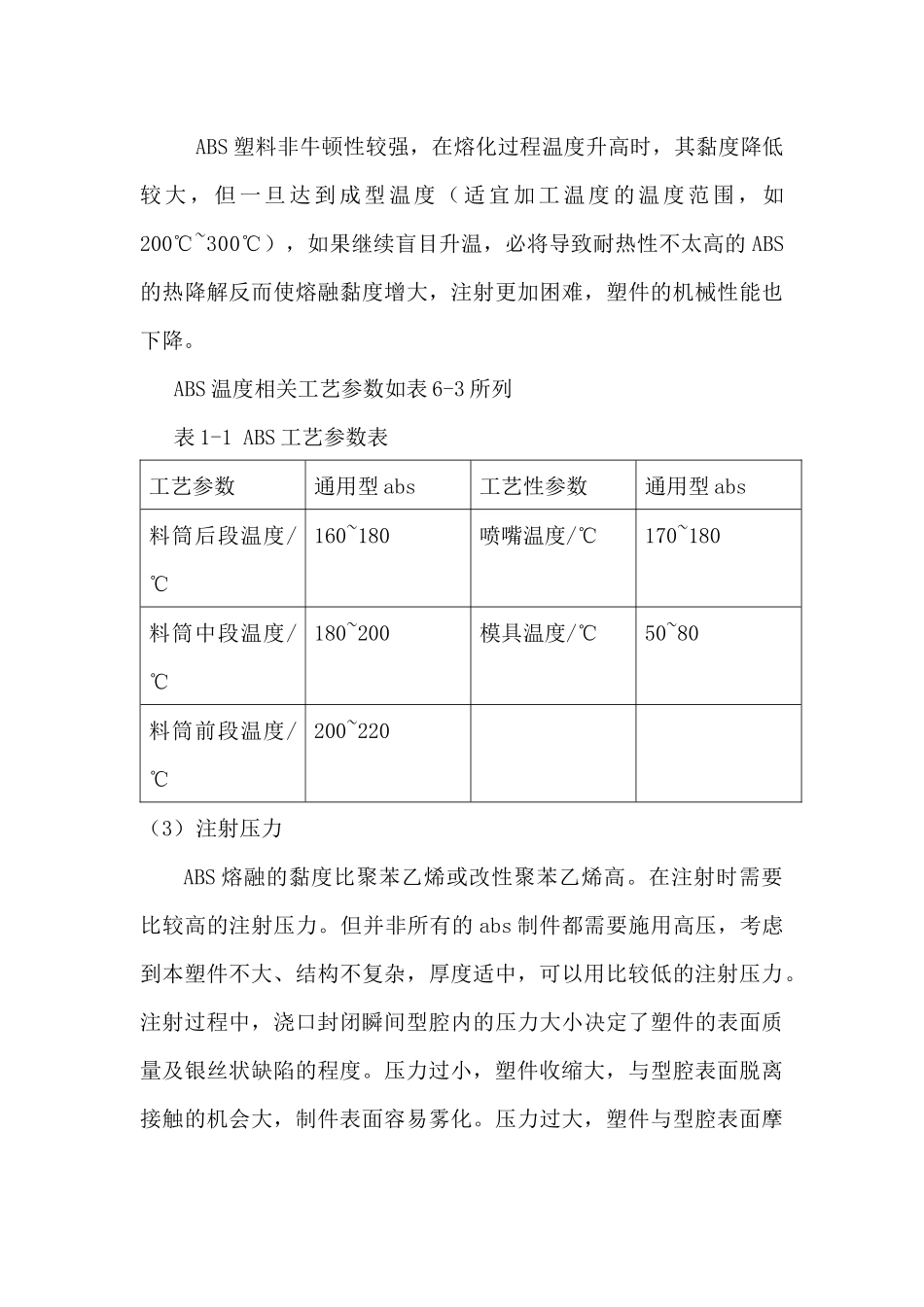
(2)注射成型时各段温度ABS塑料非牛顿性较强,在熔化过程温度升高时,其黏度降低较大,但一旦达到成型温度(适宜加工温度的温度范围,如200℃~30