图9-1直线插补图9-2圆弧插补指令图9-3G90、G91指令数控铣床基本操作【学习目标】①了解数控铣床指令
②了解数控铣床组成
③了解数控铣床的特点
④了解数控铣床的应用场合
⑤了解数控铣床的加工范围
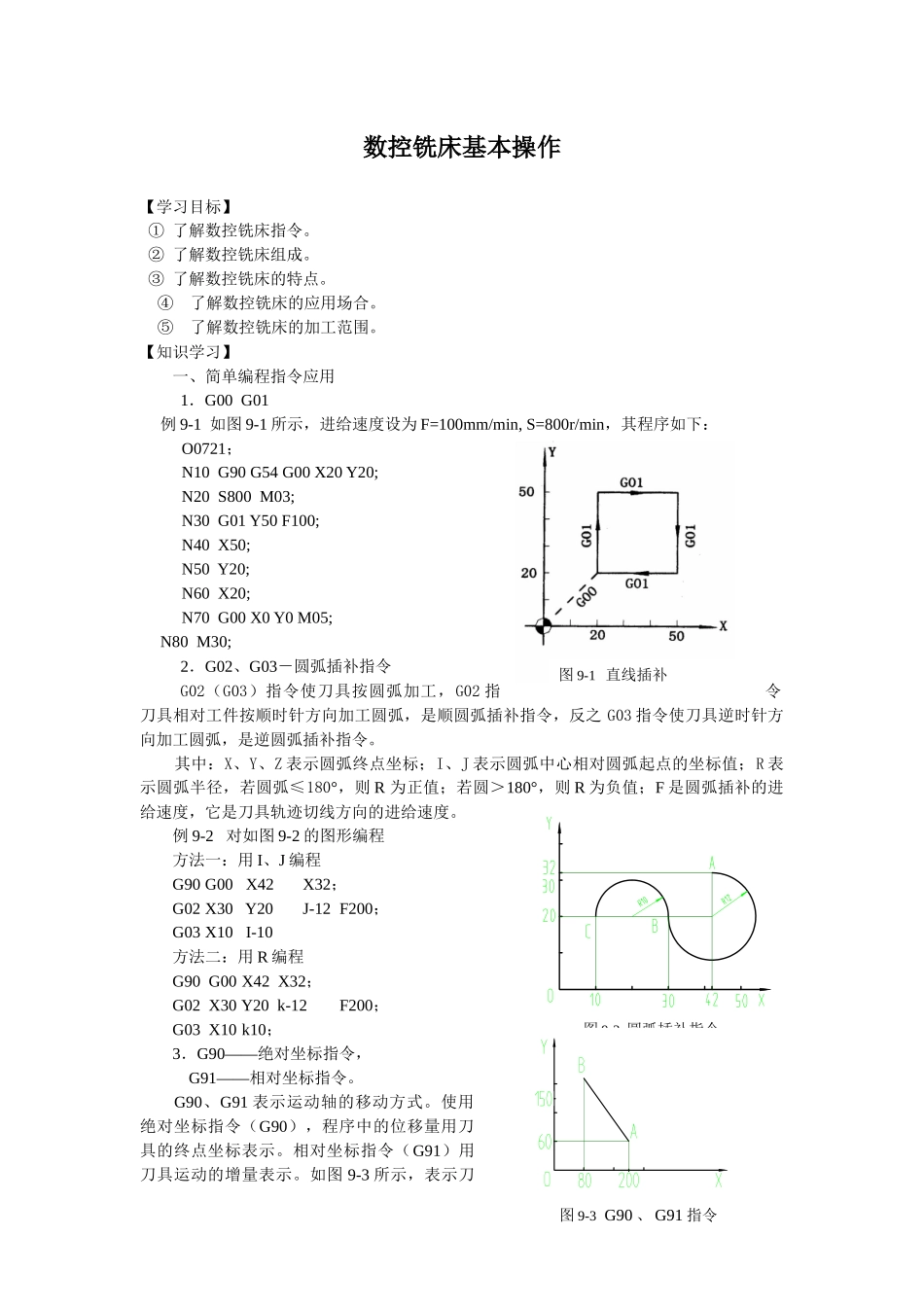
【知识学习】一、简单编程指令应用1.G00G01例9-1如图9-1所示,进给速度设为F=100mm/min,S=800r/min,其程序如下:O0721;N10G90G54G00X20Y20;N20S800M03;N30G01Y50F100;N40X50;N50Y20;N60X20;N70G00X0Y0M05;N80M30;2.G02、G03-圆弧插补指令G02(G03)指令使刀具按圆弧加工,G02指令刀具相对工件按顺时针方向加工圆弧,是顺圆弧插补指令,反之G03指令使刀具逆时针方向加工圆弧,是逆圆弧插补指令
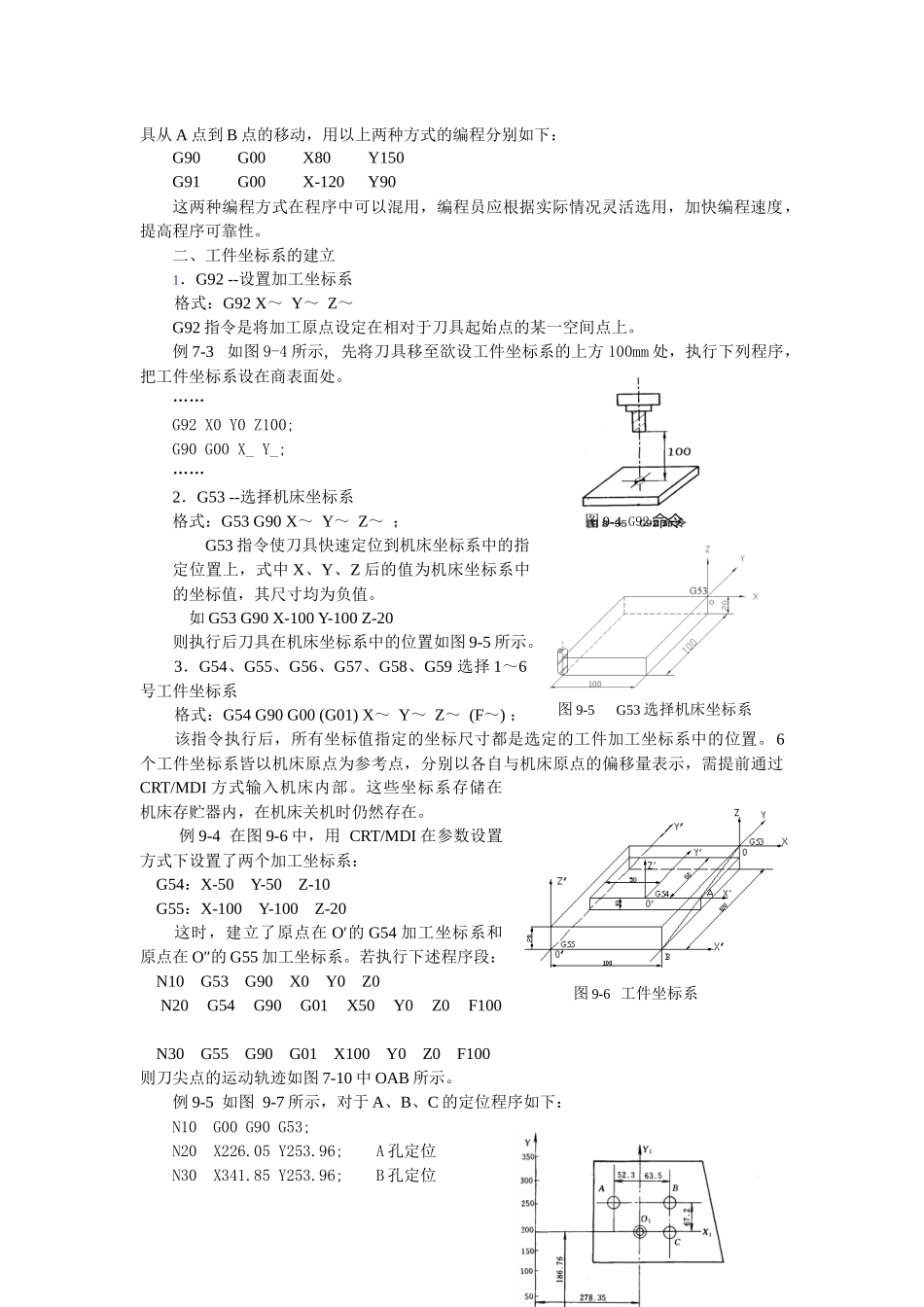
其中:X、Y、Z表示圆弧终点坐标;I、J表示圆弧中心相对圆弧起点的坐标值;R表示圆弧半径,若圆弧≤180°,则R为正值;若圆>180°,则R为负值;F是圆弧插补的进给速度,它是刀具轨迹切线方向的进给速度
例9-2对如图9-2的图形编程方法一:用I、J编程G90G00X42X32;G02X30Y20J-12F200;G03X10I-10方法二:用R编程G90G00X42X32;G02X30Y20k-12F200;G03X10k10;3.G90——绝对坐标指令,G91——相对坐标指令
G90、G91表示运动轴的移动方式
使用绝对坐标指令(G90),程序中的位移量用刀具的终点坐标表示
相对坐标指令(G91)用刀具运动的增量表示
如图9-3所示,表示刀图9-4G92命令图9-5G53选择机床坐标系图9-6工件坐标系具从A点到B点的移动,用以上两种方式的编程分别如下:G90G00X80Y150G91G00X-120Y90这两种编程方式在程序中可以混用,编程员应根据实际情况灵活选