零件的工艺性分析1
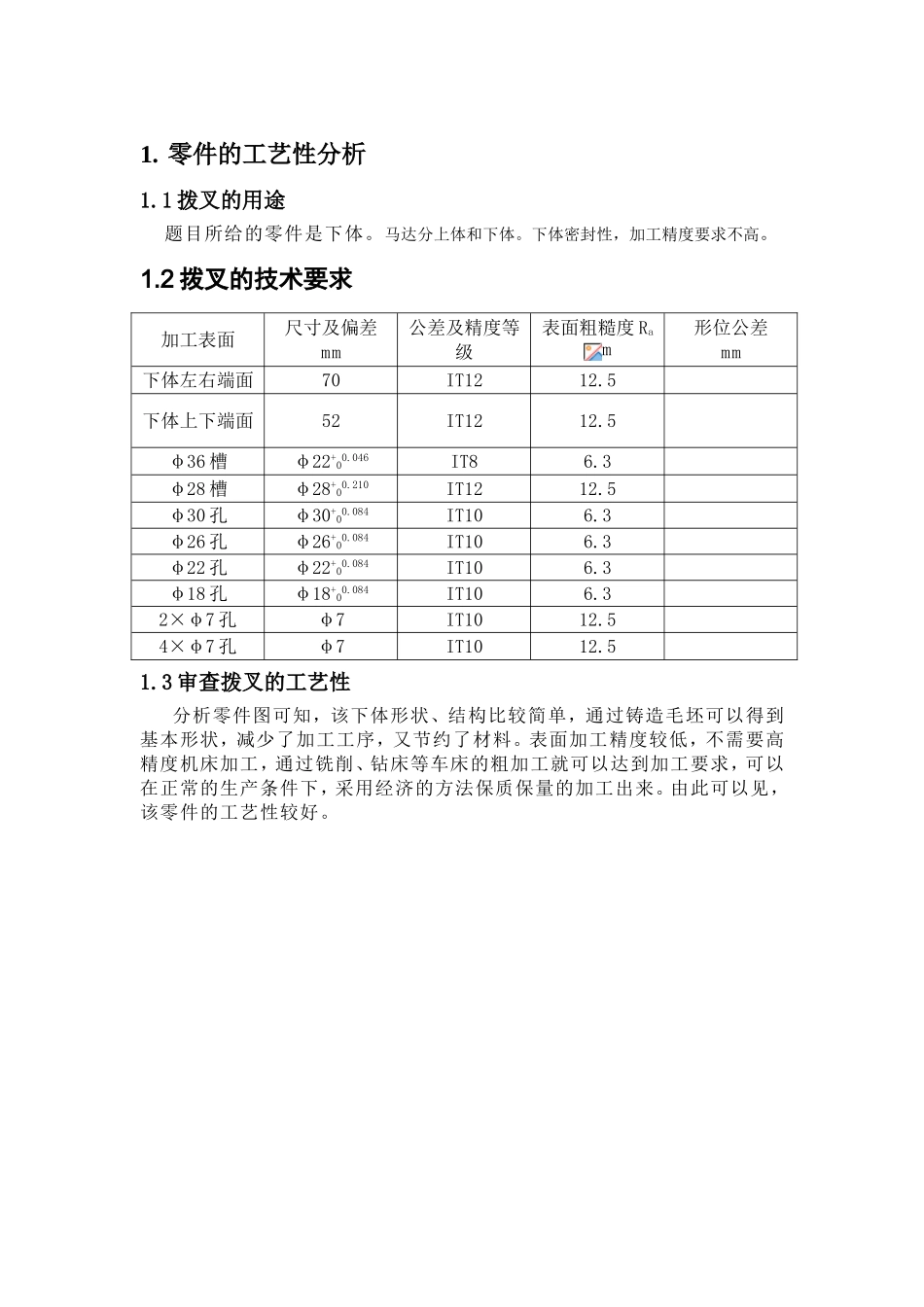
1拨叉的用途题目所给的零件是下体
马达分上体和下体
下体密封性,加工精度要求不高
2拨叉的技术要求加工表面尺寸及偏差mm公差及精度等级表面粗糙度Ram形位公差mm下体左右端面70IT1212
5下体上下端面52IT1212
5φ36槽φ22+00
046IT86
3φ28槽φ28+00
210IT1212
5φ30孔φ30+00
084IT106
3φ26孔φ26+00
084IT106
3φ22孔φ22+00
084IT106
3φ18孔φ18+00
084IT106
32×φ7孔φ7IT1012
54×φ7孔φ7IT1012
3审查拨叉的工艺性分析零件图可知,该下体形状、结构比较简单,通过铸造毛坯可以得到基本形状,减少了加工工序,又节约了材料
表面加工精度较低,不需要高精度机床加工,通过铣削、钻床等车床的粗加工就可以达到加工要求,可以在正常的生产条件下,采用经济的方法保质保量的加工出来
由此可以见,该零件的工艺性较好
2.确定毛坯、绘制毛坯简图2
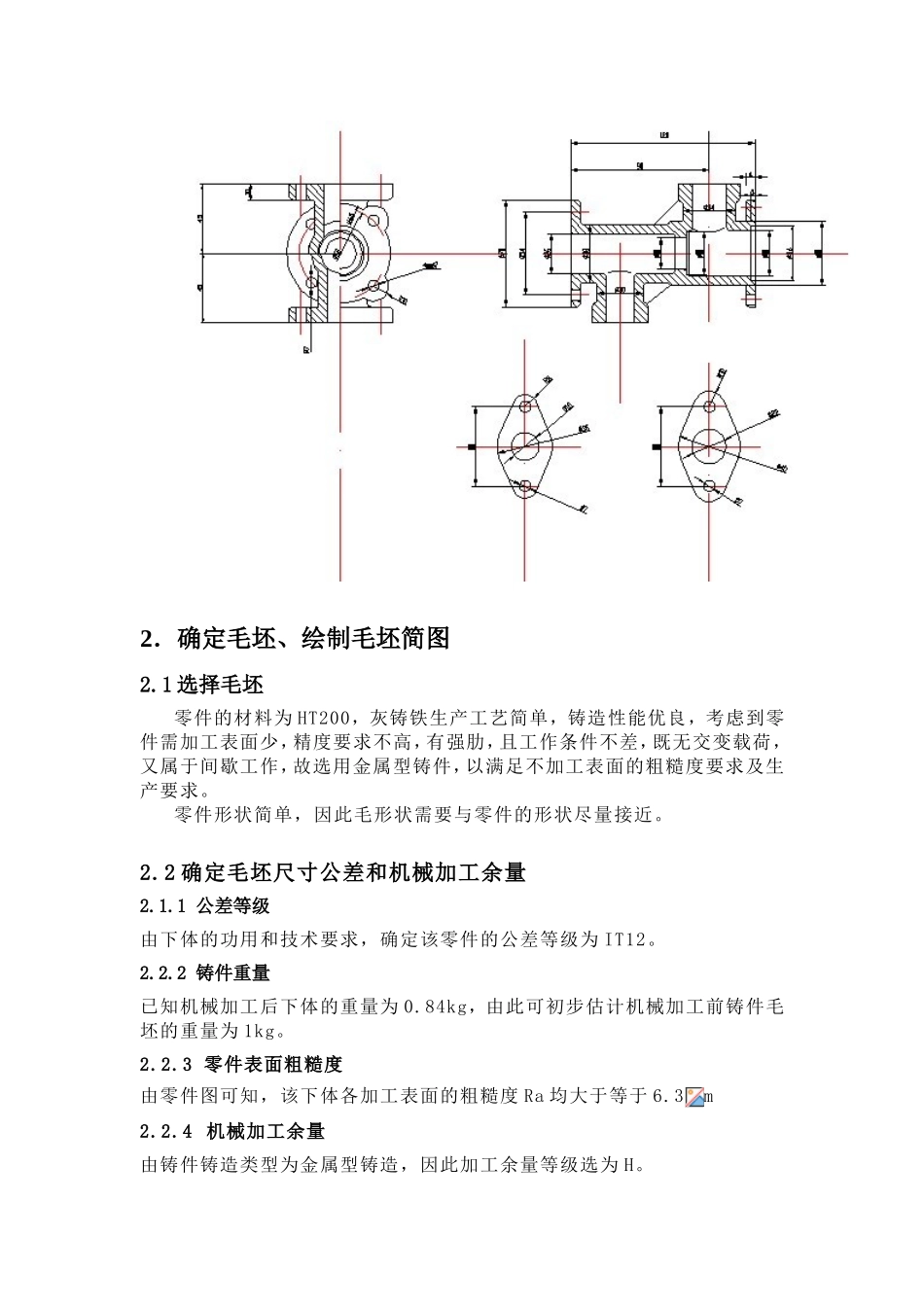
1选择毛坯零件的材料为HT200,灰铸铁生产工艺简单,铸造性能优良,考虑到零件需加工表面少,精度要求不高,有强肋,且工作条件不差,既无交变载荷,又属于间歇工作,故选用金属型铸件,以满足不加工表面的粗糙度要求及生产要求
零件形状简单,因此毛形状需要与零件的形状尽量接近
2确定毛坯尺寸公差和机械加工余量2
1公差等级由下体的功用和技术要求,确定该零件的公差等级为IT12
2铸件重量已知机械加工后下体的重量为0
84kg,由此可初步估计机械加工前铸件毛坯的重量为1kg
3零件表面粗糙度由零件图可知,该下体各加工表面的粗糙度Ra均大于等于6
4机械加工余量由铸件铸造类型为金属型铸造,因此加工余量等级选为H
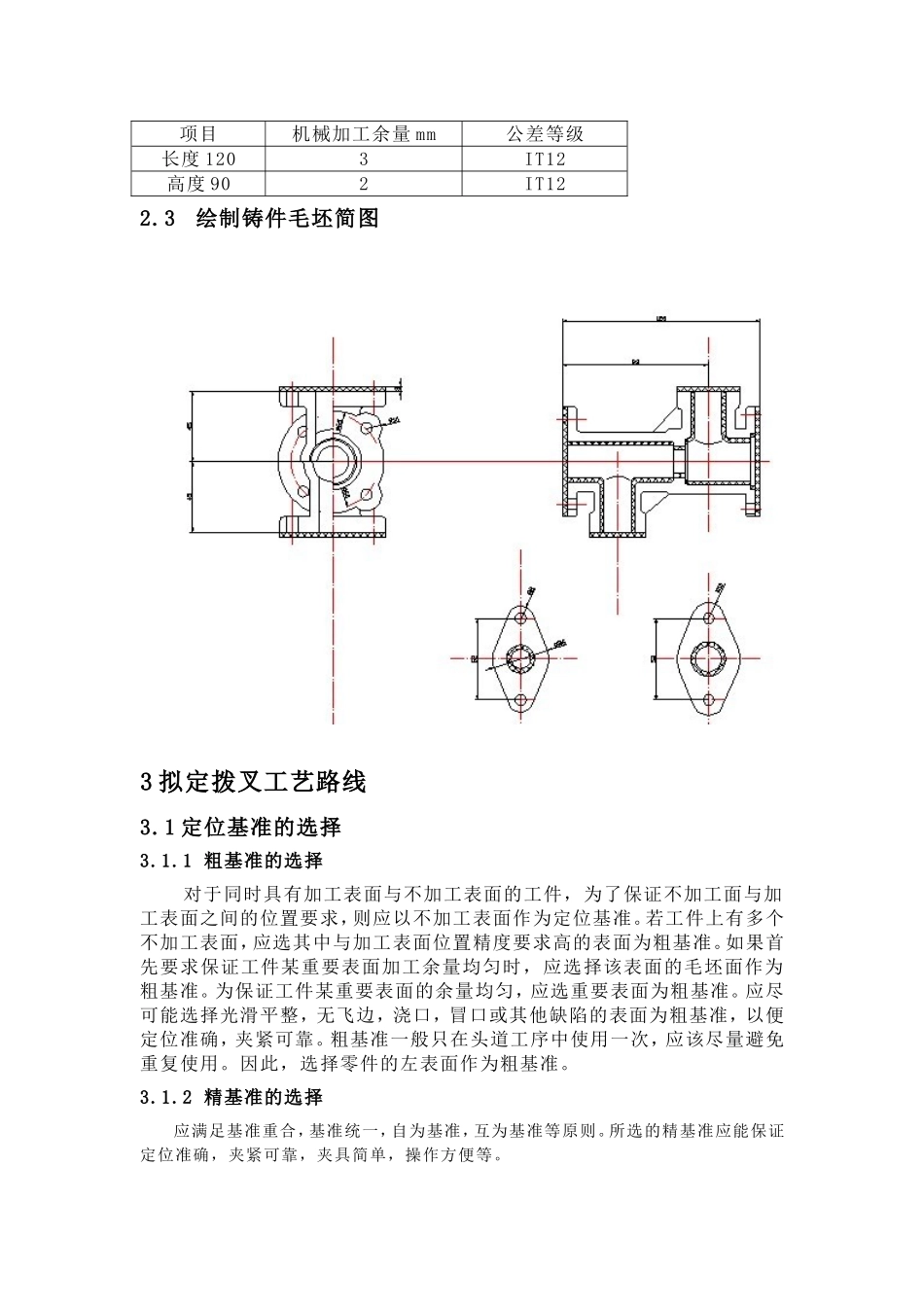
项目机械加工余量mm公差等级长度1203IT12高度902I