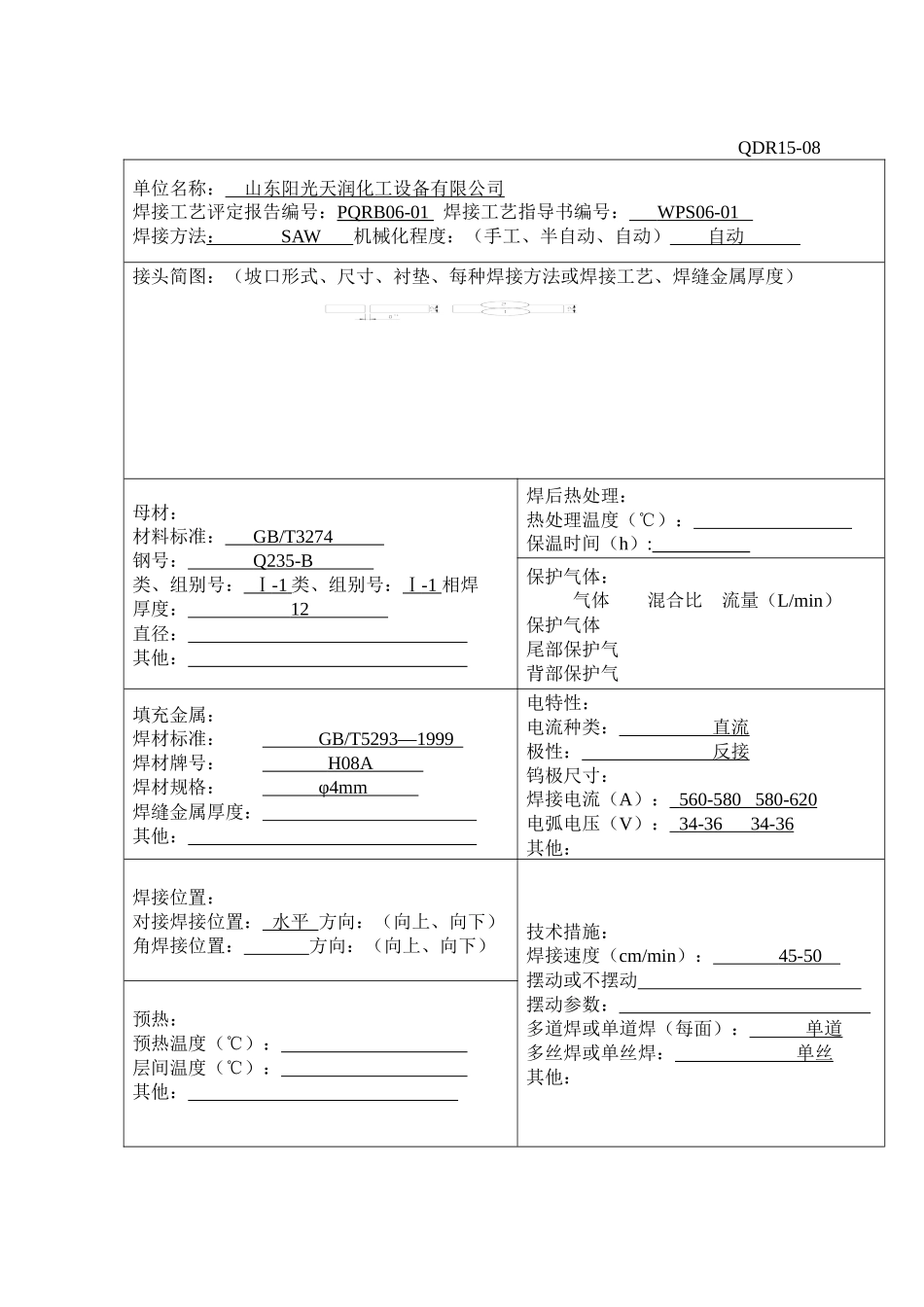
焊接工艺评定报告焊接工艺评定名称板—板对接焊焊接工艺评定编号PQRB06-01试件材料Q235-B焊接方法埋弧自动焊评定日期2006年9月18日山东阳光天润化工设备有限公司焊接工艺评定报告QDR15-08单位名称:山东阳光天润化工设备有限公司焊接工艺评定报告编号:PQRB06-01焊接工艺指导书编号:WPS06-01焊接方法:SAW机械化程度:(手工、半自动、自动)自动接头简图:(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺、焊缝金属厚度)母材:材料标准:GB/T3274钢号:Q235-B类、组别号:Ⅰ-1类、组别号:Ⅰ-1相焊厚度:12直径:其他:焊后热处理:热处理温度(℃):保温时间(h):保护气体:气体混合比流量(L/min)保护气体尾部保护气背部保护气填充金属:焊材标准:GB/T5293—1999焊材牌号:H08A焊材规格:φ4mm焊缝金属厚度:其他:电特性:电流种类:直流极性:反接钨极尺寸:焊接电流(A):560-580580-620电弧电压(V):34-3634-36其他:焊接位置:对接焊接位置:水平方向:(向上、向下)角焊接位置:方向:(向上、向下)技术措施:焊接速度(cm/min):45-50摆动或不摆动摆动参数:多道焊或单道焊(每面):单道多丝焊或单丝焊:单丝其他:预热:预热温度(℃):层间温度(℃):其他:拉伸试验试验护告编号:LH01-0609试样编号试样宽度(㎜)试样厚度(㎜)横截面积(㎜)断裂载荷(KN)抗拉强度(MPa)断裂部位和特征HB-01L12512300135
6452焊缝区HB-01L22512300135
1450焊缝区弯曲试验试验报告编号:LH01-0609试样编号试样类型试样厚度(㎜)弯心直径(㎜)弯曲角度(°)试验结果HB-01W1面弯12φ48180°合格HB-01W2面弯12φ48180°合格HB-01W3背弯12φ4818