目录某处建龙钢厂φ连轧无缝钢管厂主车间工艺管线施工方案一.工程概况:某处建龙钢厂φ连轧无缝钢管厂主车间工艺管线包括氧气管道、氮气管道、煤气管道、压缩空气管道、蒸汽管道、凝结水管道、各种水管道等
管线种类及设计参数见下表:序号管道名称符号设计压力工作压力设计温度备注氧气管道℃氮气管道℃煤气管道压缩空气管道℃蒸汽管道℃凝结水管道℃生活水管常温生产、消防给水管常温水喷雾给水常温加热炉供水管常温净环低压供水℃净环低压回水℃浊环高压供水管℃浊环低压供水管℃二.编制依据:《工业金属管道工程施工及验收规范》()《现场设备工业管道焊接工程施工及验收规范》()《压力管道安全技术监察规程工业管道》()《压力管道规范工业管道》()《氧气管道施工说明》()《氮气管道施工说明》()《钢铁厂车间内煤气管道施工说明》()《氧气容器及管路脱脂说明》()《建筑给排水及采暖工程施工质量验收规范》《工业设备及管道绝热工程施工及验收规范》《工业设备、管道防腐蚀工程施工及验收规范》建龙钢厂提供的车间工艺管线施工图及施工说明三.管道安装施工方案管道安装的一般要求)管道施工程序)管道材料验收)管子、管件到位后,按有关国家和行业标准对其外观进行检查验收
)管子、管件安装焊接前要进行酸洗除锈及有脱脂要求的管子还必须进行酸洗、脱脂
管子、管件酸洗、脱脂要有相应的验收资料或出厂检验合格资料
酸洗、脱脂后的管子及管件运到现场前其两端一定要封扎严实
)阀门到货后对有强度及密封性试验要求的阀门要进行强度及密封性试验
)预制的内容)管材到货及验收后,应根据图纸和走向空间,能地面组对、煨弯的,应尽量在地面进行,减少空中作业
)管道支架应提前预制好
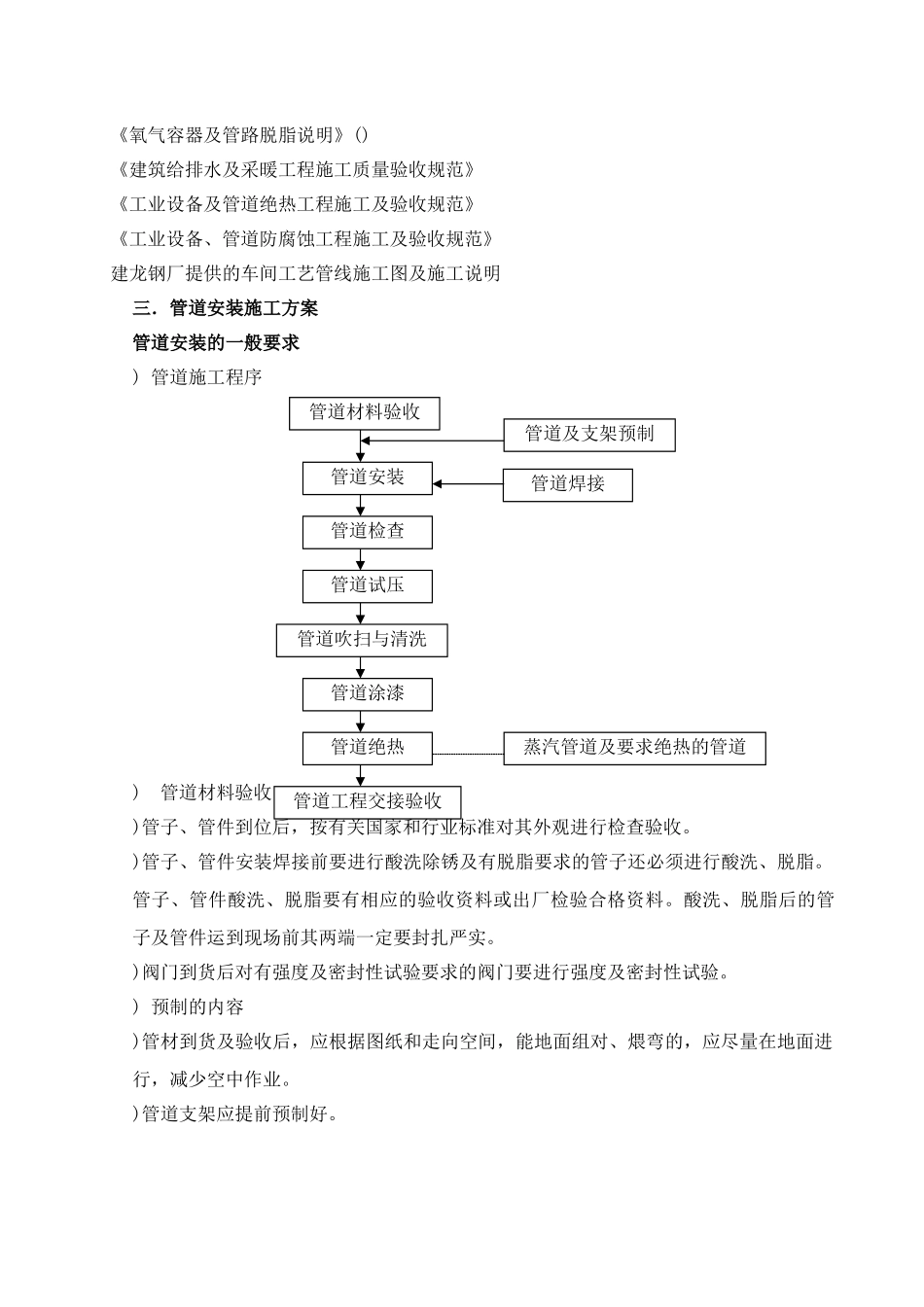
管道材料验收管道工程交接验收管道安装管道检查管道吹扫与清洗管道涂漆管道绝热蒸汽管道及要求绝热的管道管道焊接管道及支架预制管道试压)埋地管道施工前应进行管道的防腐工作,根据设计要求确定防腐材料,