编号:YU102—01—4大型国企圆坯连铸工艺技术规程*****有限责任公司炼钢厂文件管理号文件持有者********有限责任公司炼钢厂工艺技术规程编号:YU102—01—4版本:4更改:0标题:圆坯连铸工艺技术规程页次:1/12目录1
工艺流程框图2
主要设备性能及工艺参数3
操作控制原则4.相关技术规定43(暂行)2003
1022002
1011996
101992
27版本号编写审核批准批准日期实施日期版本:4更改:0圆坯连铸工艺技术规程编号:YU102—01—4页次:2/121工艺流程框图1
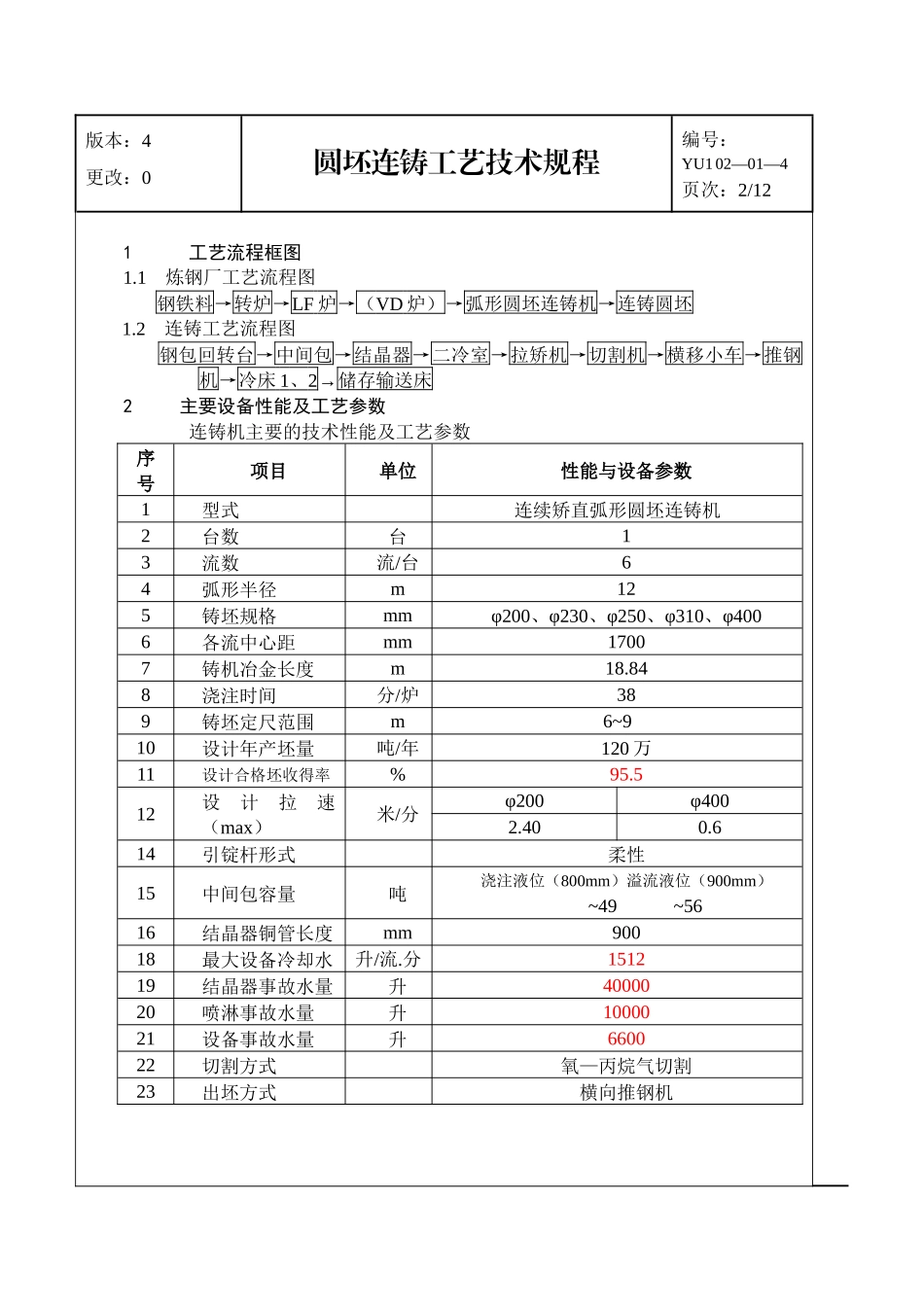
1炼钢厂工艺流程图钢铁料→转炉→LF炉→(VD炉)→弧形圆坯连铸机→连铸圆坯1
2连铸工艺流程图钢包回转台→中间包→结晶器→二冷室→拉矫机→切割机→横移小车→推钢机→冷床1、2→储存输送床2主要设备性能及工艺参数连铸机主要的技术性能及工艺参数序号项目单位性能与设备参数1型式连续矫直弧形圆坯连铸机2台数台13流数流/台64弧形半径m125铸坯规格mmφ200、φ230、φ250、φ310、φ4006各流中心距mm17007铸机冶金长度m18
848浇注时间分/炉389铸坯定尺范围m6~910设计年产坯量吨/年120万11设计合格坯收得率%95
512设计拉速(max)米/分φ200φ4002
614引锭杆形式柔性15中间包容量吨浇注液位(800mm)溢流液位(900mm)~49~5616结晶器铜管长度mm90018最大设备冷却水升/流
分151219结晶器事故水量升4000020喷淋事故水量升1000021设备事故水量升660022切割方式氧—丙烷气切割23出坯方式横向推钢机版本:4更改:0圆坯连铸工艺技术规程编号:YU102—01—4页次:3/123操作控制原则3
1连铸钢水要求连铸钢