材料工程学院铸造工艺课程设计说明书班级姓名学号课程设计任务书进程计划表序号起止日期计划安排完成情况检查签名备注123456786月27零件结构的铸造工艺性与技术条件分析
铸型中类,造型、造芯方法的选择
凝固原则,浇注位置,分型面的选择比较、论证主要工艺参数的确定浇注系统类型的选择和尺寸计算
冒口冷铁的选择和计算
型砂型芯及涂料配方性能及烘干规范
铸件缺陷的防治措施,铸件的验收规范和允许修补的条件
序号计算过程或说明结论一.阅读零件图,分析工艺二.铸件质量的计算1
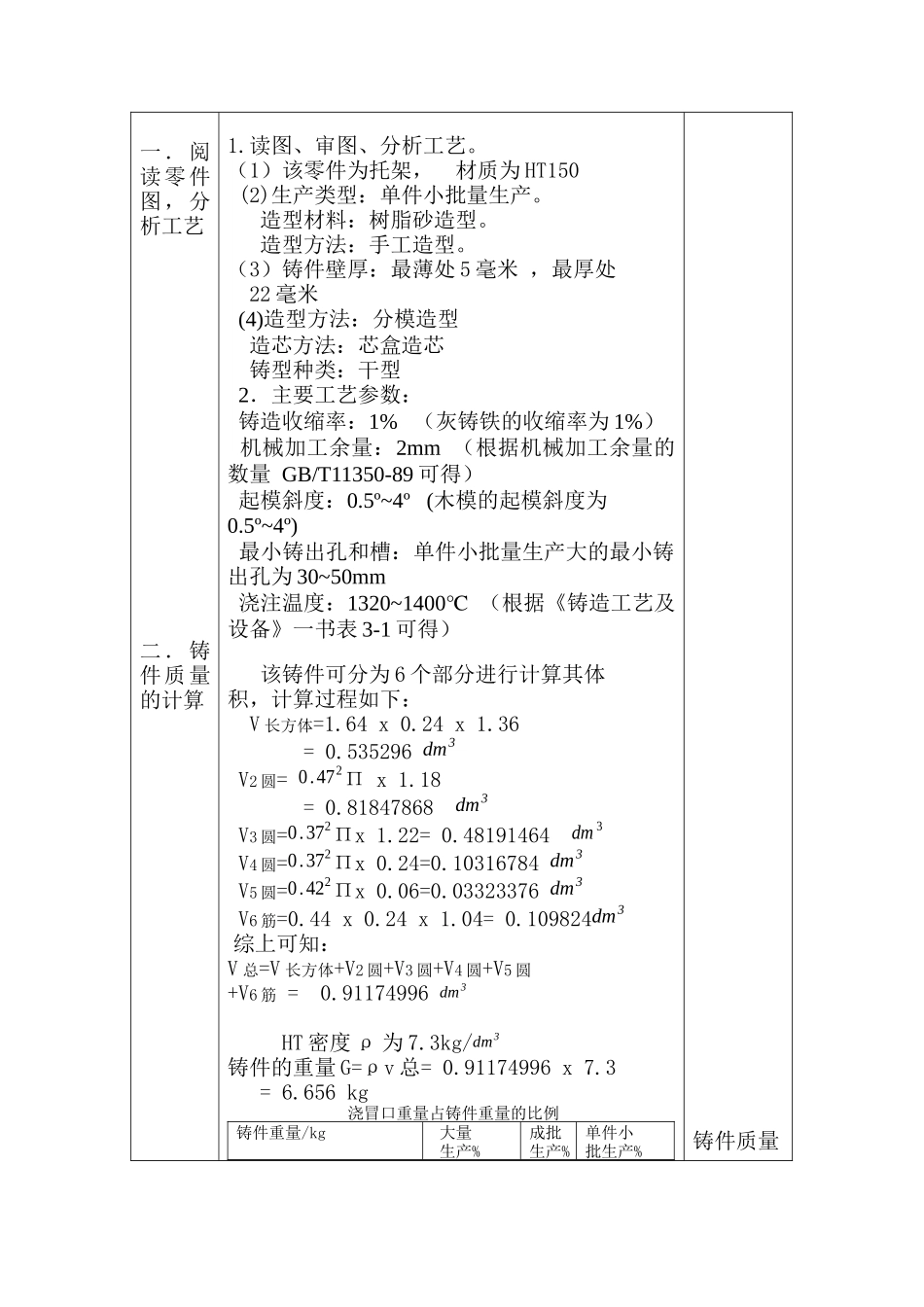
读图、审图、分析工艺
(1)该零件为托架,材质为HT150(2)生产类型:单件小批量生产
造型材料:树脂砂造型
造型方法:手工造型
(3)铸件壁厚:最薄处5毫米,最厚处22毫米(4)造型方法:分模造型造芯方法:芯盒造芯铸型种类:干型2.主要工艺参数:铸造收缩率:1%(灰铸铁的收缩率为1%)机械加工余量:2mm(根据机械加工余量的数量GB/T11350-89可得)起模斜度:0
5º~4º(木模的起模斜度为0
5º~4º)最小铸出孔和槽:单件小批量生产大的最小铸出孔为30~50mm浇注温度:1320~1400℃(根据《铸造工艺及设备》一书表3-1可得)该铸件可分为6个部分进行计算其体积,计算过程如下:V长方体=1
535296dm3V2圆=0
472Πx1
81847868dm3V3圆=0
372Πx1
48191464dm3V4圆=0
372Πx0
10316784dm3V5圆=0
422Πx0
03323376dm3V6筋=0
109824dm3综上可知:V总=V长方体+V2圆+V3圆+V4圆+V5圆+V6筋=0
91174996dm3HT密度ρ为7
3kg/dm3铸件的重量G=ρv总=0
91174996x7