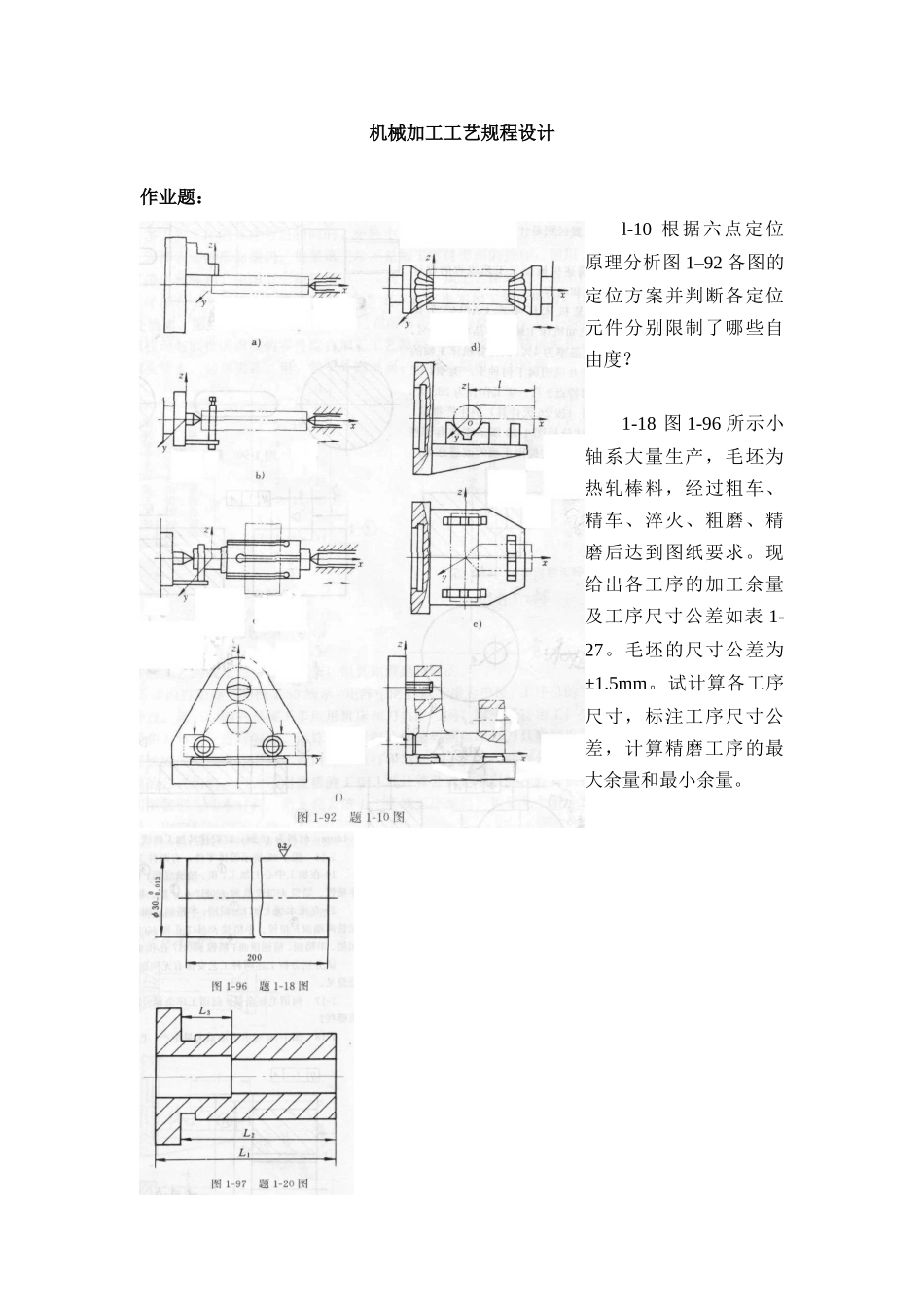
机械加工工艺规程设计作业题:l-10根据六点定位原理分析图1–92各图的定位方案并判断各定位元件分别限制了哪些自由度
1-18图1-96所示小轴系大量生产,毛坯为热轧棒料,经过粗车、精车、淬火、粗磨、精磨后达到图纸要求
现给出各工序的加工余量及工序尺寸公差如表1-27
毛坯的尺寸公差为±1
试计算各工序尺寸,标注工序尺寸公差,计算精磨工序的最大余量和最小余量
1-20在图1-97所示工件中,不便直接测量,试重新给出测量尺寸,并标注该测量尺寸的公差
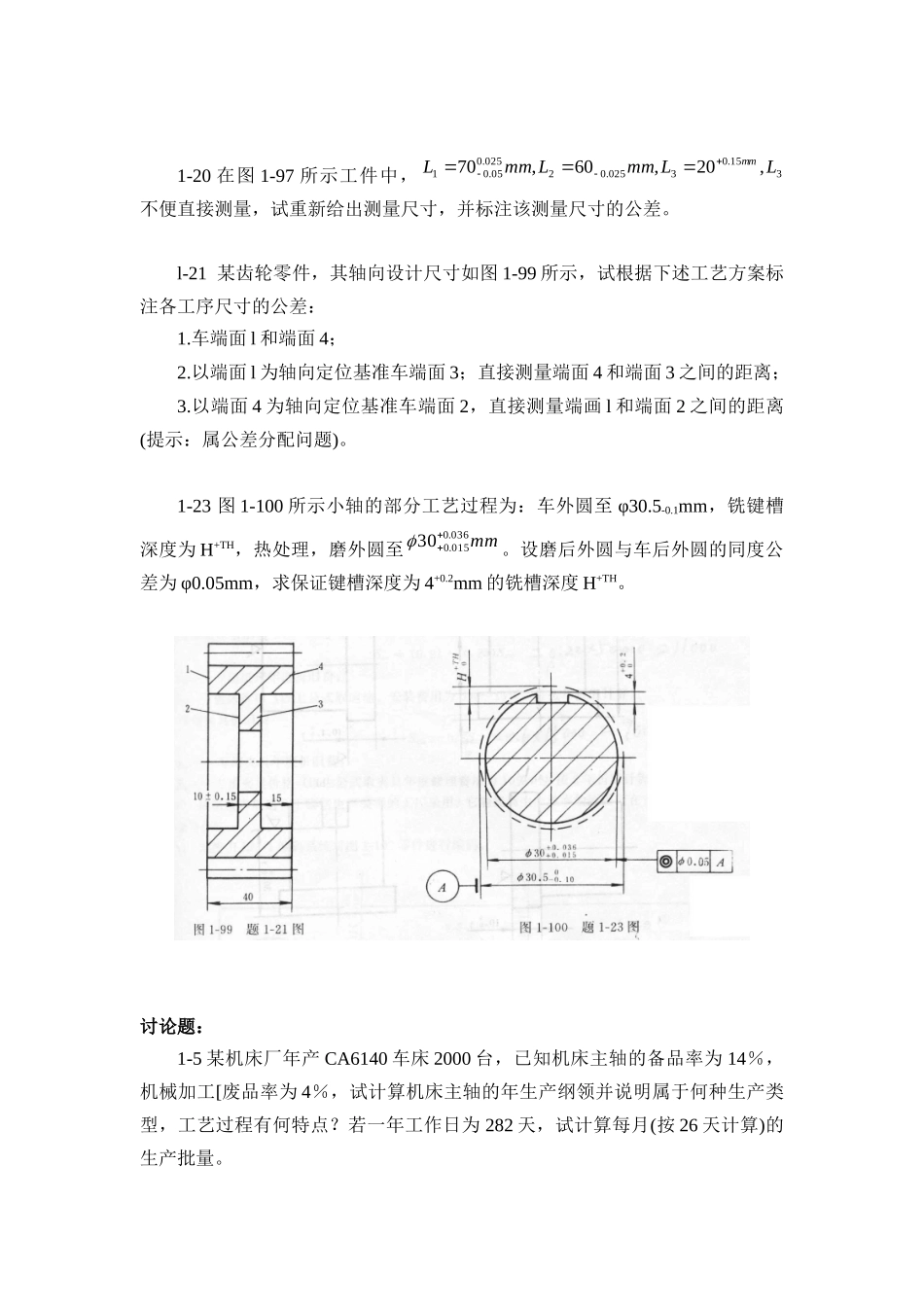
l-21某齿轮零件,其轴向设计尺寸如图1-99所示,试根据下述工艺方案标注各工序尺寸的公差:1
车端面l和端面4;2
以端面l为轴向定位基准车端面3;直接测量端面4和端面3之间的距离;3
以端面4为轴向定位基准车端面2,直接测量端画l和端面2之间的距离(提示:属公差分配问题)
1-23图1-100所示小轴的部分工艺过程为:车外圆至φ30
1mm,铣键槽深度为H+TH,热处理,磨外圆至
设磨后外圆与车后外圆的同度公差为φ0
05mm,求保证键槽深度为4+0
2mm的铣槽深度H+TH
讨论题:1-5某机床厂年产CA6140车床2000台,已知机床主轴的备品率为14%,机械加工[废品率为4%,试计算机床主轴的年生产纲领并说明属于何种生产类型,工艺过程有何特点
若一年工作日为282天,试计算每月(按26天计算)的生产批量
01,20,60,70LLmmLmmLmmmm036
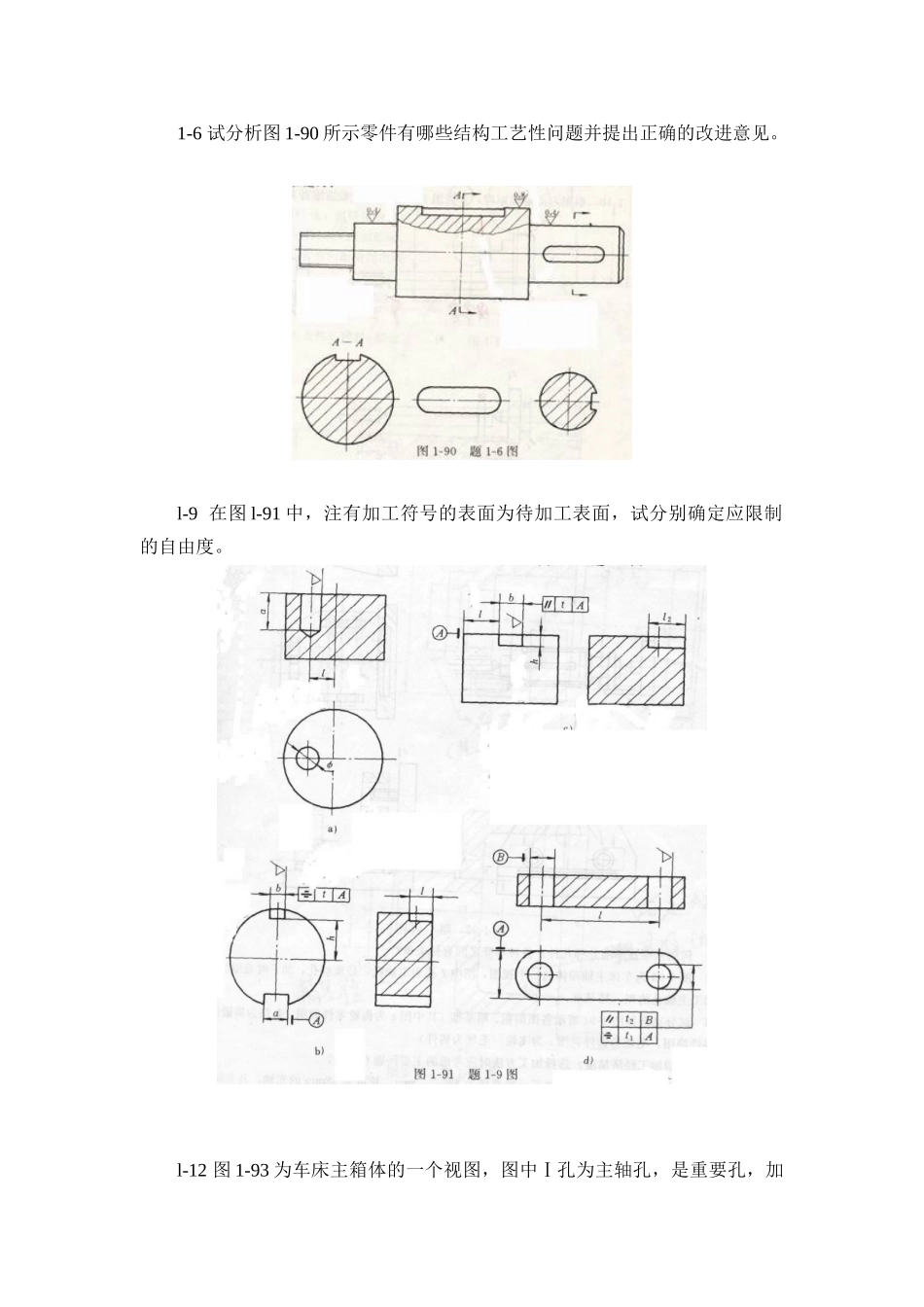
0301-6试分析图1-90所示零件有哪些结构工艺性问题并提出正确的改进意见
l-9在图l-91中,注有加工符号的表面为待加工表面,试分别确定应限制的自由度
l-12图1-93为车床主箱体的一个视图,图中Ⅰ孔为主轴孔,是重要孔,加工时希望加工余量均匀
试选择加工主轴孔的粗、精基准