高速0201组装工艺和特性化(二)通过主要贴装审查DOE的结果前两个实验是为了确定基准座标数量对贴装精度有什么样的影响
第一个实验使用了两个对角的基准座标来确定板子的方向,而第二个实验以三个角作为基准座标
对于一个板子(L=12×W=7mm),据发现使用三个基准座标要比使用两个基准座标来确定板子的方向更为精确
对于其余的贴装和随后的所有实验来说,为了达到更高精度的贴装,使用了三个基准座标
表10所列是在丝网DOE中实施的一系列实验
为了只检验主要影响,统计软件封装建议实施这些实验
在实施每种实验中使用4个复制品
表10贴装丝网DOE实验#基准形状基准定义方法1圆形掩膜定义2十字形金属定义3圆形金属定义4十字形掩膜定义用于评估各种实验条件的标准是0201元件在整个板子上的贴装精度
把元件贴装在板子上的四个象限(象限4、19、25和40)中
象限4位于左上角,焊盘尺寸为+30%(17mil×19mil)
象限19距中心很近,焊盘尺寸为标称尺寸(12mil×13mil)
象限25位于板子中心的旁边,使用的焊盘尺寸为+30%
象限40位于右边缘,使用的焊盘尺寸是标称尺寸
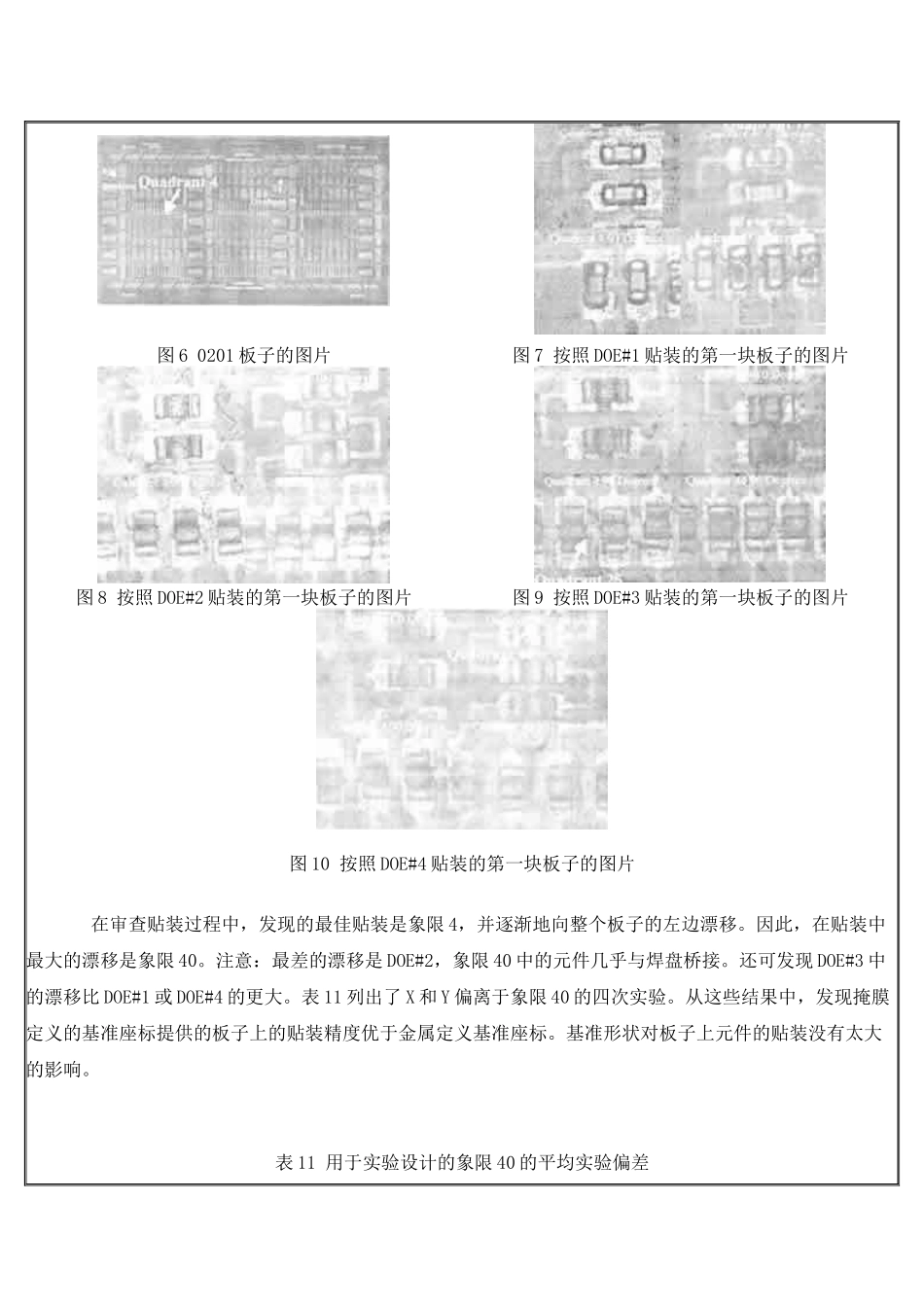
图6所示是一张标有象限的板子图片
元件是以平行和垂直的方向进行贴装
每块板子上贴装480个0201元件,在每次实验中总共使用了1920个元件
焊盘边缘到焊盘边缘的元件间距为5mil~12mil
对在每块板子的象限上贴装的元件应实施光学检测,并将光检图象记录下来
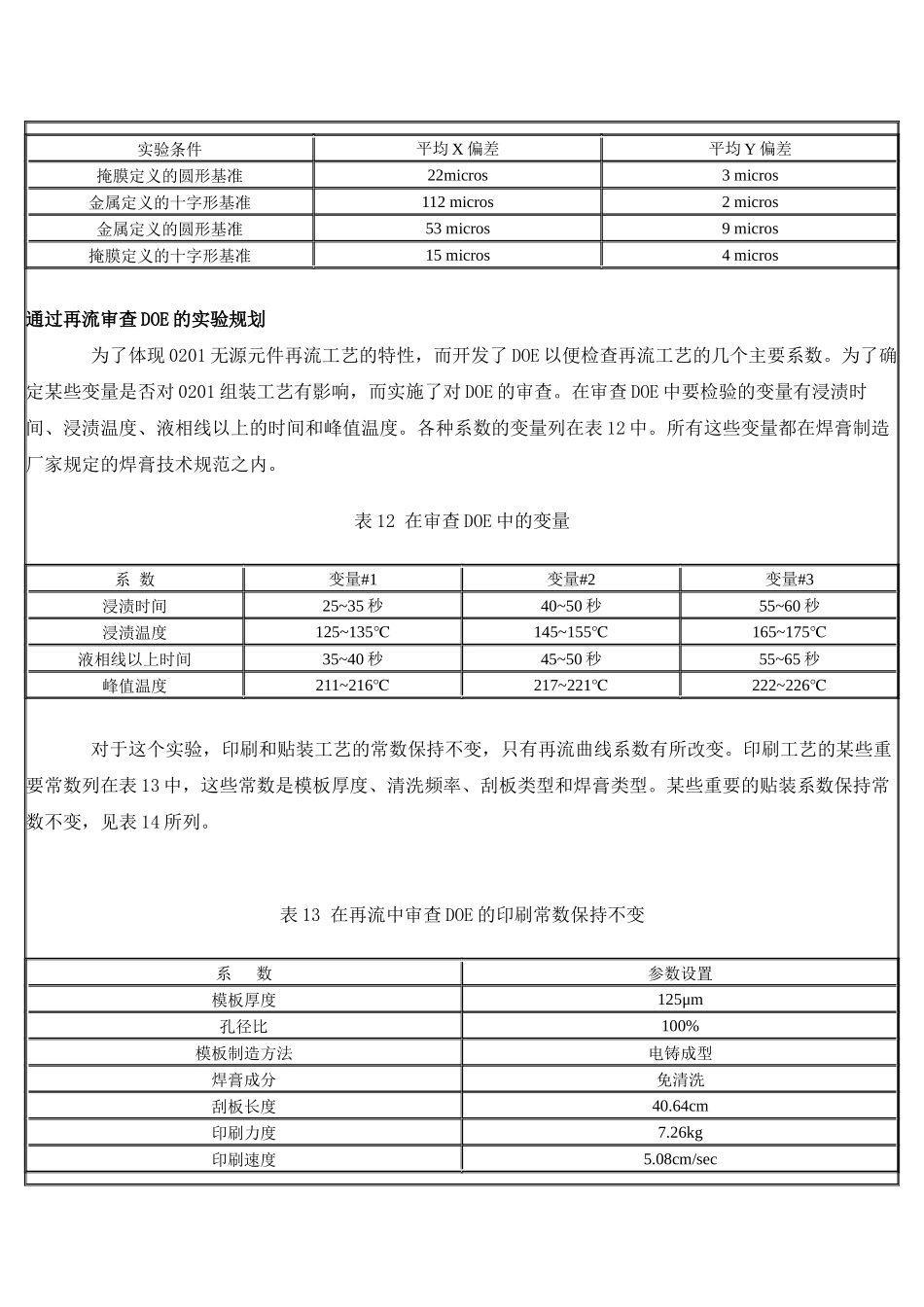
图7~图10中的图片是对板子的极边缘位置进行的四个不同的实验中获得的图片
图60201板子的图片图7按照DOE#1贴装的第一块板子的图片图8按照DOE#2贴装的第一块板子的图片图9按照DOE#3贴装的第一块板子的图片图10按照DOE#4贴装的第一块板子的图片在审查贴装过程中,发现的最佳贴装是象限4,并逐渐地向整个板子的左边漂移
因此,在贴装中最大的漂移是象限