导热油锅炉钻孔工艺守则泰安开元环保成套设备有限公司Http://www
takygl
com1主题内容与适用范围本守则规定了导热油锅炉锅筒、管板、集箱等钻孔(包括钻、刮、扩、铰孔、锪沉头孔等)工艺的技术要求和操作方法
、本守则适用于导热油锅炉锅筒、管扳、集箱等的钻孔、刮孔、扩铰孔、锪沉头孔的加工
2引用标准GB/T1438-1996锥柄麻花钴GB/T4245-2004机用铰刀技术条件GB/T4257-2004扩孔钻技术条件JB/T1623-1992锅炉管孔中心距尺寸偏差3总则3
1本守则适用于钻孔设备在各项性能完好状态下的加工
2本守则要求设备操作者必须经过有关部门培训并考核合格,取得操作合格证,方可上机操作
4准备工作4
1操作者在操作前必须对设备、工装的完好状况按有关要求进行检查和准备
2准备好冷却液,检查冷却液箱的冷却液是否充足及供液泵是否正常
冷却液应保证浓度适当、颜色正常,严禁用水冷却以免锈蚀工件及设备
机床所带冷却管道、阀门均应畅通
常用冷却液见表l:表1名称防锈乳化油极压乳化油1号金属乳化切削液成分乳化油水乳化油水乳化油水含量(%)2~598~9520~2580~751
5~98用途适用于一般切削加工,可代替肥皂水,具有较好的防锈性能,不能用硬水调制
适用于攻丝、铰孔等工序及单轴、多轴自动车床作润滑剂,不能用硬水调制
适用于车、磨等工序中冷却、润滑、清洗、及工序的防锈,防锈性能好、不易发臭、变色,使用周期长
3按加工要求领用或选用刀具和刀杆
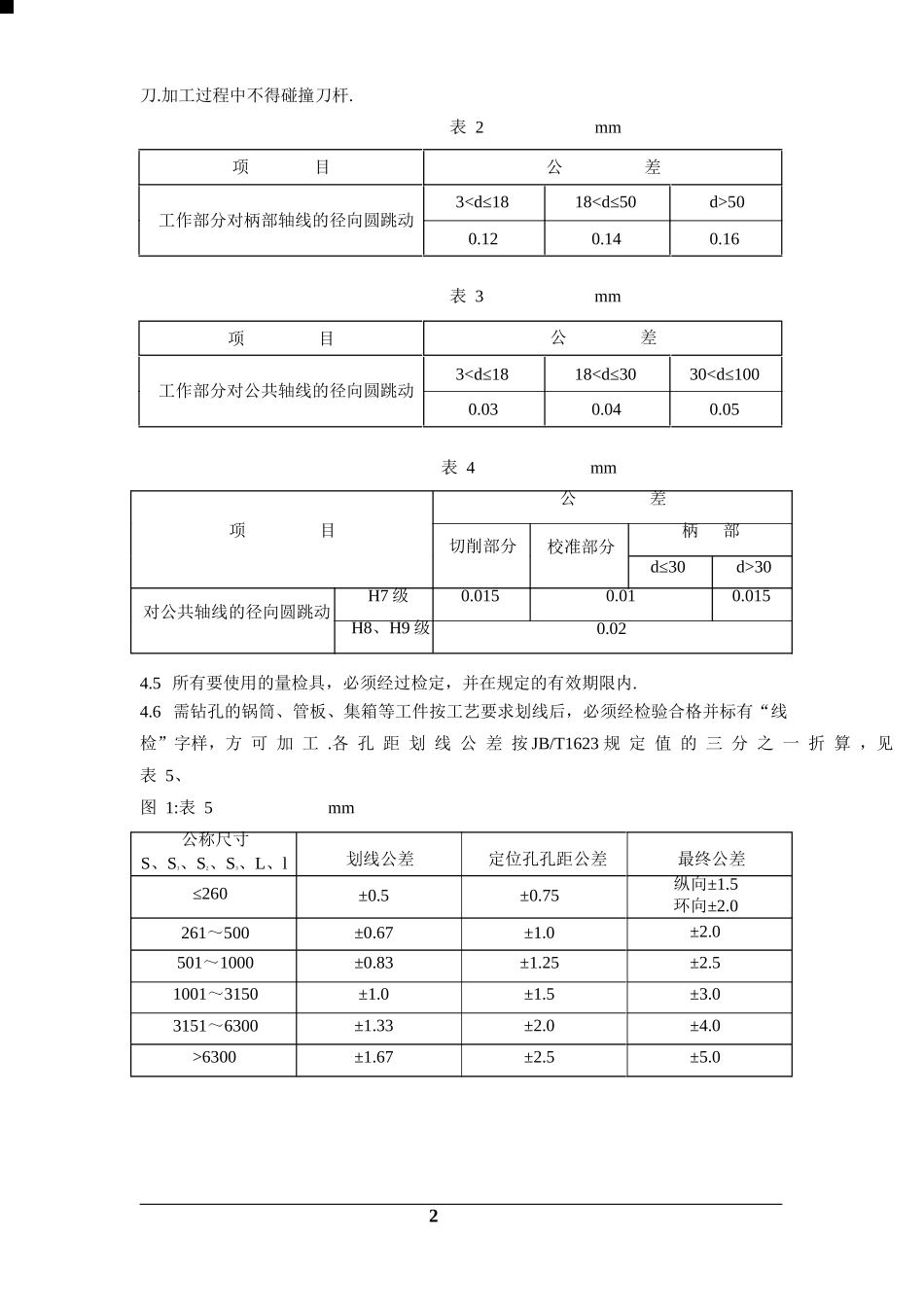
4刀具、刀杆在使用前需试用,试用超差者不得使用,允许公差按GB/T1438、GB/T4257、GB/T4245等标准规定(钻头位置公差见表2,扩孔钻位置公差见表3,机用铰刀位置公差见表4)
刀杆装夹前,需将主轴孔及刀具刀杆尾部擦净,装入主轴后应撞紧,以防加工过程中掉1刀
加工过程中不得碰撞刀杆