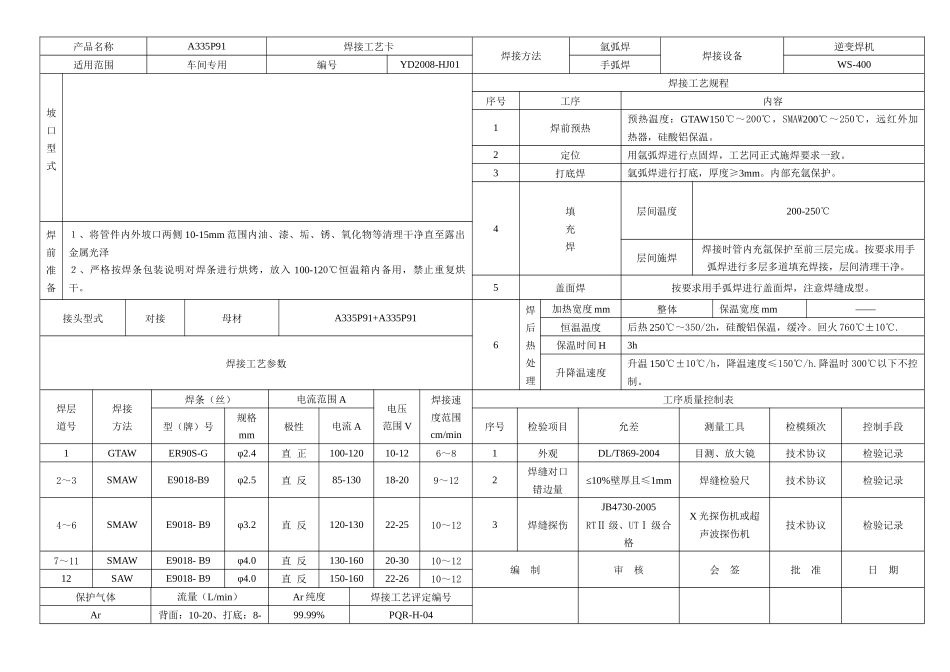
常用材质的焊接工艺河北省盐山县电力管件有限公司二零零八年五月一日产品名称A335P91焊接工艺卡焊接方法氩弧焊焊接设备逆变焊机适用范围车间专用编号YD2008-HJ01手弧焊WS-400坡口型式焊接工艺规程序号工序内容1焊前预热预热温度:GTAW150℃~200℃,SMAW200℃~250℃,远红外加热器,硅酸铝保温
2定位用氩弧焊进行点固焊,工艺同正式施焊要求一致
3打底焊氩弧焊进行打底,厚度≥3mm
内部充氩保护
4填充焊层间温度200-250℃焊前准备1、将管件内外坡口两侧10-15mm范围内油、漆、垢、锈、氧化物等清理干净直至露出金属光泽2、严格按焊条包装说明对焊条进行烘烤,放入100-120℃恒温箱内备用,禁止重复烘干
层间施焊焊接时管内充氩保护至前三层完成
按要求用手弧焊进行多层多道填充焊接,层间清理干净
5盖面焊按要求用手弧焊进行盖面焊,注意焊缝成型
接头型式对接母材A335P91+A335P916焊后热处理加热宽度mm整体保温宽度mm——恒温温度后热250℃~350/2h,硅酸铝保温,缓冷
回火760℃±10℃
焊接工艺参数保温时间H3h升降温速度升温150℃±10℃/h,降温速度≤150℃/h
降温时300℃以下不控制
焊层道号焊接方法焊条(丝)电流范围A电压范围V焊接速度范围cm/min工序质量控制表型(牌)号规格mm极性电流A序号检验项目允差测量工具检模频次控制手段1GTAWER90S-Gφ2
4直正100-12010-126~81外观DL/T869-2004目测、放大镜技术协议检验记录2~3SMAWE9018-B9φ2
5直反85-13018-209~122焊缝对口错边量≤10%壁厚且≤1mm焊缝检验尺技术协议检验记录4~6SMAWE9018-B9φ3
2直反120-13022-2510~123焊缝探伤JB4730-2005RTⅡ级、UTⅠ级合格X光