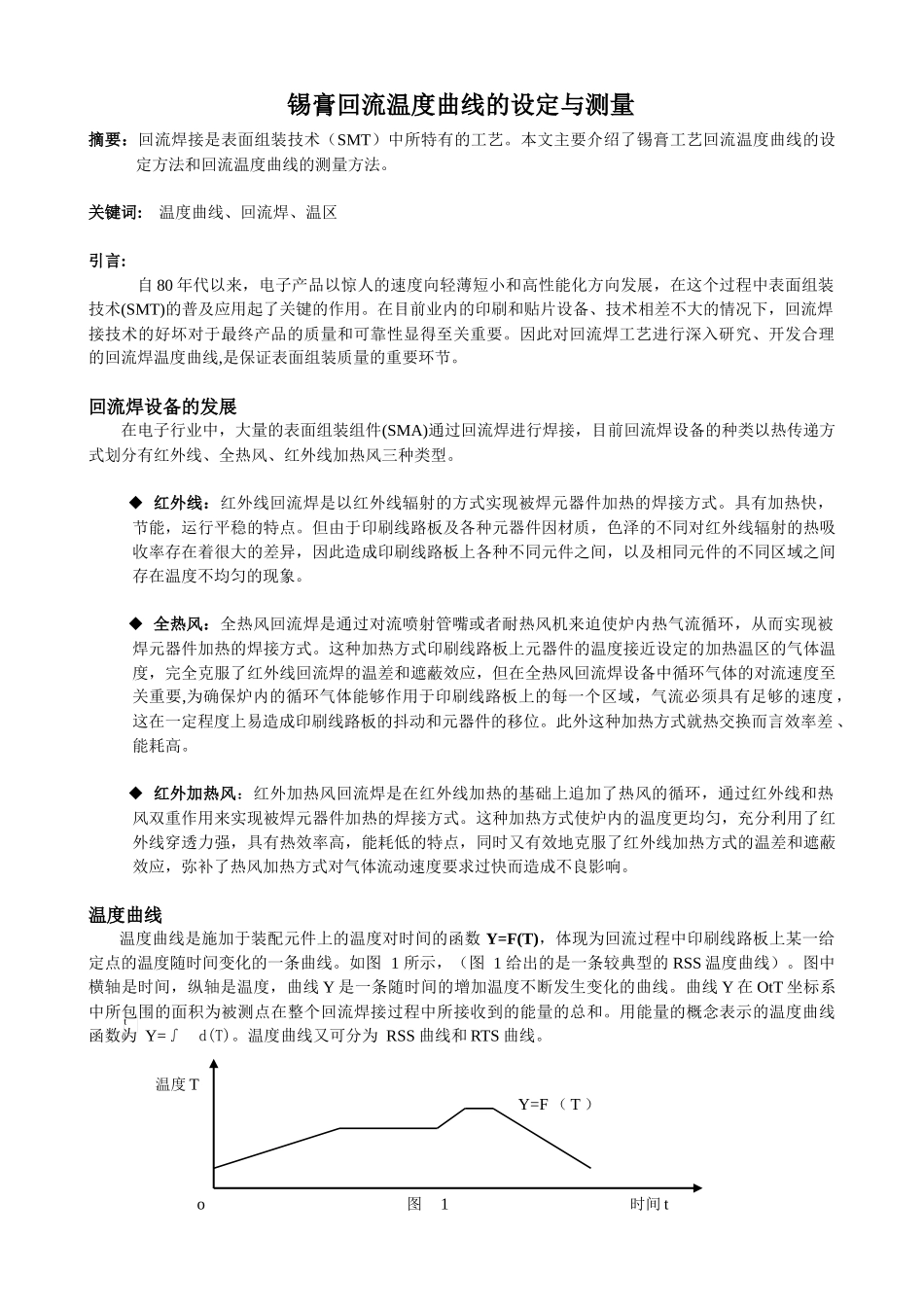
0to图1温度T时间tY=F(T)锡膏回流温度曲线的设定与测量摘要:回流焊接是表面组装技术(SMT)中所特有的工艺
本文主要介绍了锡膏工艺回流温度曲线的设定方法和回流温度曲线的测量方法
关键词:温度曲线、回流焊、温区引言:自80年代以来,电子产品以惊人的速度向轻薄短小和高性能化方向发展,在这个过程中表面组装技术(SMT)的普及应用起了关键的作用
在目前业内的印刷和贴片设备、技术相差不大的情况下,回流焊接技术的好坏对于最终产品的质量和可靠性显得至关重要
因此对回流焊工艺进行深入研究、开发合理的回流焊温度曲线,是保证表面组装质量的重要环节
回流焊设备的发展在电子行业中,大量的表面组装组件(SMA)通过回流焊进行焊接,目前回流焊设备的种类以热传递方式划分有红外线、全热风、红外线加热风三种类型
红外线:红外线回流焊是以红外线辐射的方式实现被焊元器件加热的焊接方式
具有加热快,节能,运行平稳的特点
但由于印刷线路板及各种元器件因材质,色泽的不同对红外线辐射的热吸收率存在着很大的差异,因此造成印刷线路板上各种不同元件之间,以及相同元件的不同区域之间存在温度不均匀的现象
全热风:全热风回流焊是通过对流喷射管嘴或者耐热风机来迫使炉内热气流循环,从而实现被焊元器件加热的焊接方式
这种加热方式印刷线路板上元器件的温度接近设定的加热温区的气体温度,完全克服了红外线回流焊的温差和遮蔽效应,但在全热风回流焊设备中循环气体的对流速度至关重要,为确保炉内的循环气体能够作用于印刷线路板上的每一个区域,气流必须具有足够的速度,这在一定程度上易造成印刷线路板的抖动和元器件的移位
此外这种加热方式就热交换而言效率差、能耗高
红外加热风:红外加热风回流焊是在红外线加热的基础上追加了热风的循环,通过红外线和热风双重作用来实现被焊元器件加热的焊接方式
这种加热方式使炉内的温度更均匀,充分利用了红外线穿透力强,具