设计输出轴零件的机械加工工艺规程一、初步分析1.零件图样分析1)两个的同轴度公差为2)与同轴度公差为3)与同轴度公差为4)保留两端中心孔5)调质处理28—32HRC6)材料452.输出轴机械加工工艺过程卡片3.工艺分析1)该铀的结构比较典型,代表了一般传动轴的结构形式,其加工工艺过程具有普遍性
在加工工艺流程中,也可以采用粗车加工后进行调质处理2)图样小键槽未标注对称度要求.但在实际加工小应保证的对称度
这样便于与齿轮的装配,键槽对称度的检查,可采用偏摆仪及量块配合完成,也可采用专用对称度检具进行检查
3)输出轴各部向轴度的检查,可采用偏摆仪和百分表综合进行检查
二、工艺设计该步骤主要拟定工艺路线,并对加工设备与工艺装备进行选择,以及填写工艺过程卡片1、定位基准的选择①粗基准的选择粗基准的选择有如下四点要求,保证相互位置要求的原则,保证加工表面加工余量合理分配的原则,便于工件装夹原则,一般不得重复使用原则
该轴选取左端为粗基准,便于装夹
②精基准的选择精基准的选择有如下五条原则,基准重合原则,统一基准原则,互为基准原则,自为基准原则,便于装夹原则
该轴在精车加工中选取两端和与其对应的中心孔为精基准,采用互为基准原则,提高轴的同轴度,在磨削加工过程中,采用两顶尖为精基准,保证该轴各轴段的同轴度要求
2、加工方法的选择加工方法的选择根据加工表面、零件材料和加工精度以及生产率的要求,考虑现有工艺条件,考虑加工经济精度等因素选择
该轴总体上采用粗车、精车、磨削、铣削等加工方法
粗糙度的采用粗车—精车,粗糙度的采用粗车—精车—磨削
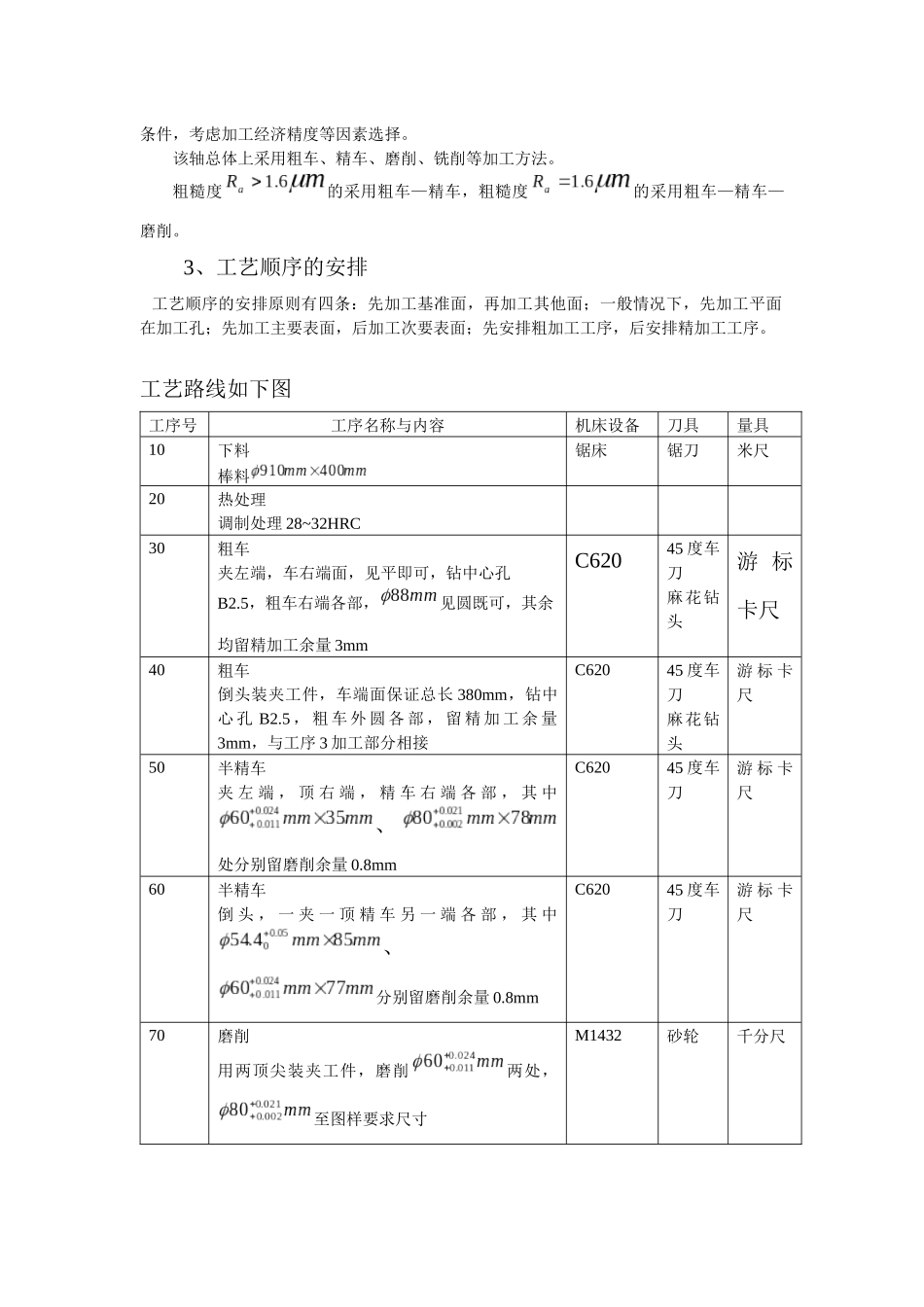
3、工艺顺序的安排工艺顺序的安排原则有四条:先加工基准面,再加工其他面;一般情况下,先加工平面在加工孔;先加工主要表面,后加工次要表面;先安排粗加工工序,后安排精加工工序
工艺路线如下图工序号工序名称与内容机床设备刀具量具10下料棒料锯床锯刀米尺20热处理