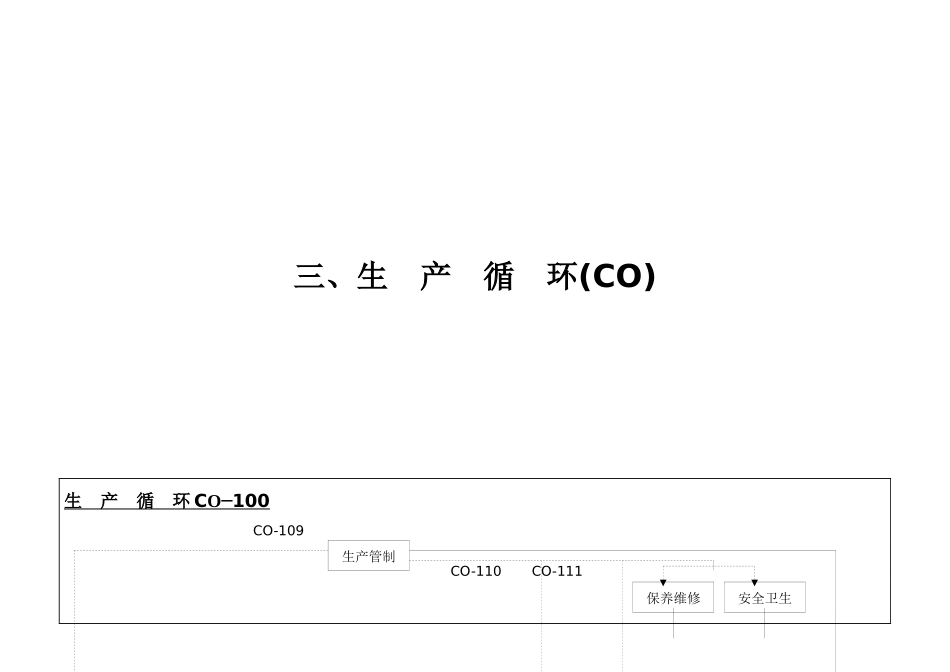
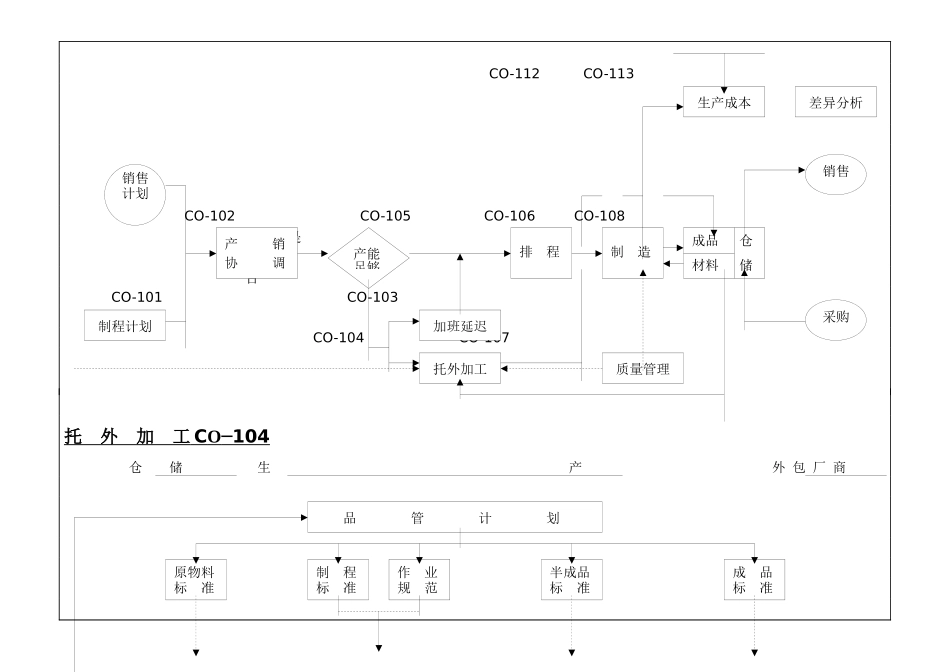
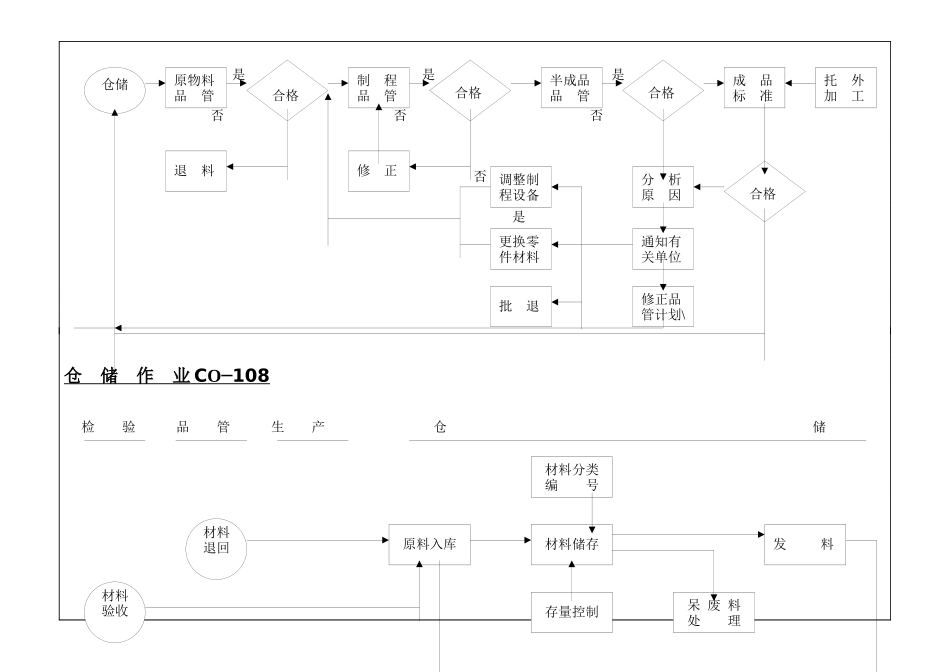
三、生产循环(CO)生产循环CO─100CO-109CO-110CO-111生产管制保养维修安全卫生CO-112CO-113CO-102CO-105CO-106CO-108是否CO-101CO-103CO-104CO-107托外加工CO─104仓储生产外包厂商制程计划销售计划产销协调产能足够加班延迟托外加工差异分析生产成本ˋ销售采购排程制造成品仓材料储质量管理原物料标准品管计划制程标准作业规范半成品标准成品标准是是是否否否否是仓储作业CO─108检验品管生产仓储仓储原物料品管退料合格托外加工制程品管合格半成品品管合格成品标准修正调整制程设备更换零件材料批退分析原因通知有关单位合格修正品管计划\材料验收材料退回原料入库材料储存存量控制材料分类编号呆废料处理发料编号作业项目作业程序及控制重点依据资料CO-101制程计划一
作业程序:1
分析产品,决定所需的原物料及其规格和数量
分析产品,藉以决定何种规格批号应自制,何种规格批号应托外加工
决定产品制程及操作标准工作法
决定每一制程所需要的人力资源
根据以往的记录与经验,适当选择分配原物料
决定每一制程所需要的机器设备及工具等
决定各制程的作业时间及准备时间,并做工时研究
根据成本分析,决定经济生产批量
订定制程计划表,决定所需材料与其供应方法,制造分类及缓急分类等
根据产品设计及施工说明,并就现有机器设备、及人力,来决定最经济的制造流程
请参考「内部稽核实施细则」:生产循环稽核第一、二项
依据资料:(1)公司决策会报(2)公司经营检讨会报(3)各事业部绩效成本会议记录托外加工制造记录瑕疵品处理成品入库成品储存出库编号作业项目作业程序及控制重点依据资料CO-102产销协调二
控制重点:1
加工方法及装配程序是否合理化
是否有效利用机器设备及工具以求生产之机械化及自动化