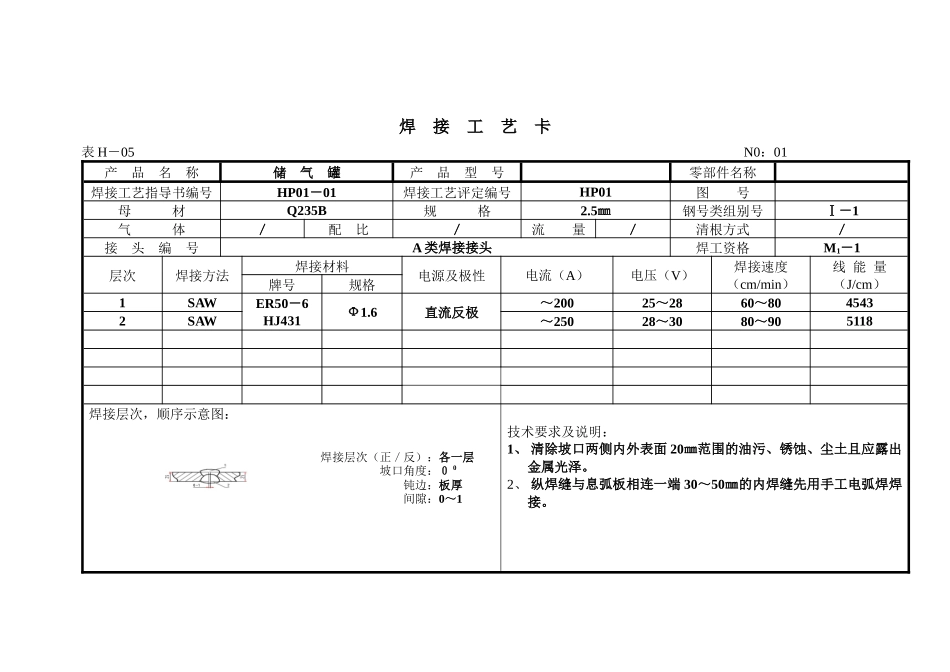
通用焊接工艺卡版接次修改标记及处数编制人及日期审核人及日期备注焊接工艺卡表H-05N0:01产品名称储气罐产品型号零部件名称焊接工艺指导书编号HP01-01焊接工艺评定编号HP01图号母材Q235B规格2
5㎜钢号类组别号Ⅰ-1气体/配比/流量/清根方式/接头编号A类焊接接头焊工资格M1-1层次焊接方法焊接材料电源及极性电流(A)电压(V)焊接速度(cm/min)线能量(J/cm)牌号规格1SAWER50-6HJ431Ф1
6直流反极~20025~2860~8045432SAW~25028~3080~905118焊接层次,顺序示意图:技术要求及说明:1、清除坡口两侧内外表面20㎜范围的油污、锈蚀、尘土且应露出金属光泽
2、纵焊缝与息弧板相连一端30~50㎜的内焊缝先用手工电弧焊焊接
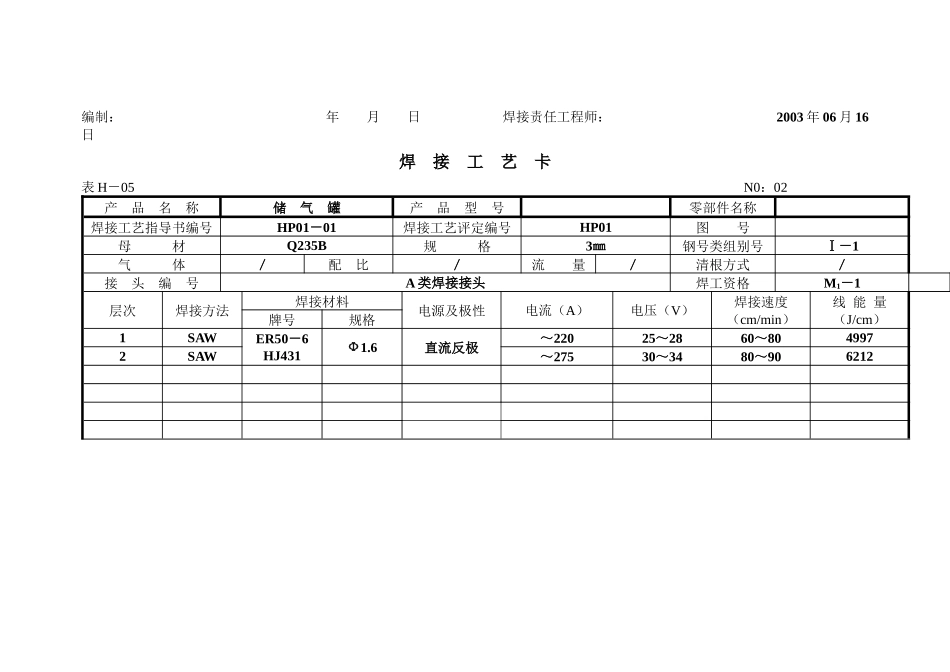
焊接层次(正/反):各一层坡口角度:00钝边:板厚间隙:0~1编制:年月日焊接责任工程师:2003年06月16日焊接工艺卡表H-05N0:02产品名称储气罐产品型号零部件名称焊接工艺指导书编号HP01-01焊接工艺评定编号HP01图号母材Q235B规格3㎜钢号类组别号Ⅰ-1气体/配比/流量/清根方式/接头编号A类焊接接头焊工资格M1-1层次焊接方法焊接材料电源及极性电流(A)电压(V)焊接速度(cm/min)线能量(J/cm)牌号规格1SAWER50-6HJ431Ф1
6直流反极~22025~2860~8049972SAW~27530~3480~906212焊接层次,顺序示意图:技术要求及说明:1、清除坡口两侧内外表面20㎜范围的油污、锈蚀、尘土且应露出金属光泽
2、纵焊缝与息弧板相连一端30~50㎜的内焊缝先用手工电弧焊焊接
编制:年月日焊接责任工程师:2003年06月16日焊接工艺卡表H-05N0:03产品名称储气罐产品型号零部件名称焊接工艺指导书编号HP01-01焊接工艺评定编号HP01图