第一章系统概述1产品介绍车间管理的设计目的就是依据产成品的加工工艺路线和生产订单自动产生工序计划,并根据工序计划管理和产能检查结果调整工序计划,通过工序转移单管理工序之间(工序与工序之间)转移状况和工序间(工序内部)状态变化,并可由此产生工序报检、委外申请、反冲领料,最后依据派工信息和维护的工时记录,为计件工资提供数据
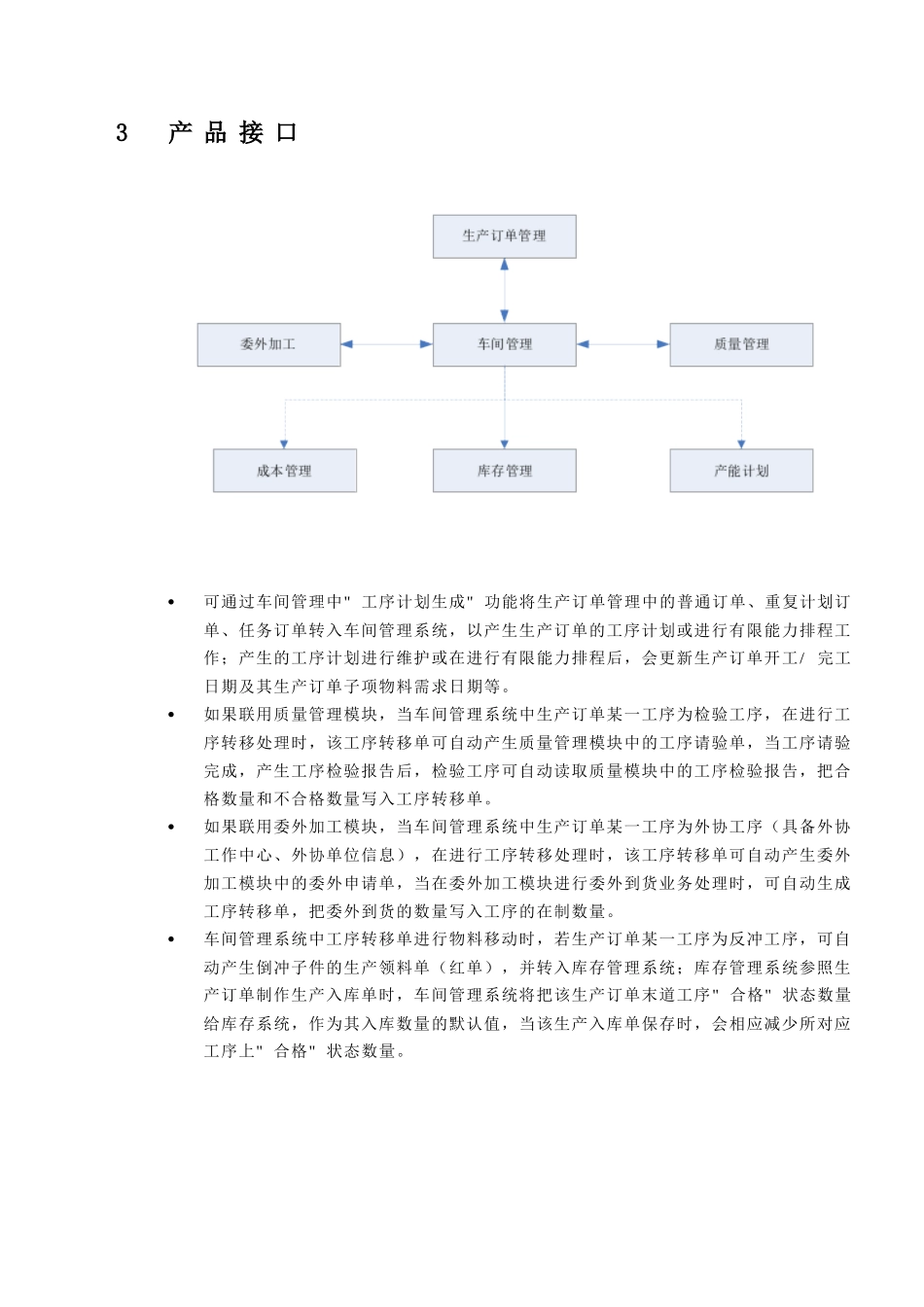
2主要功能支持与委外加工模块、质检模块联用;可进行工序计划生成和维护;可进行工作中心派工;可进行工艺转移,支持工艺之间转移和工序间状态转移;可进行工时记录;支持产能检查和生产进度查询;支持工时记录汇总统计;支持生产订成本明细查询;支持生产订单成本项目对比查询;支持有限能力排程;3产品接口可通过车间管理中"工序计划生成"功能将生产订单管理中的普通订单、重复计划订单、任务订单转入车间管理系统,以产生生产订单的工序计划或进行有限能力排程工作;产生的工序计划进行维护或在进行有限能力排程后,会更新生产订单开工/完工日期及其生产订单子项物料需求日期等
如果联用质量管理模块,当车间管理系统中生产订单某一工序为检验工序,在进行工序转移处理时,该工序转移单可自动产生质量管理模块中的工序请验单,当工序请验完成,产生工序检验报告后,检验工序可自动读取质量模块中的工序检验报告,把合格数量和不合格数量写入工序转移单
如果联用委外加工模块,当车间管理系统中生产订单某一工序为外协工序(具备外协工作中心、外协单位信息),在进行工序转移处理时,该工序转移单可自动产生委外加工模块中的委外申请单,当在委外加工模块进行委外到货业务处理时,可自动生成工序转移单,把委外到货的数量写入工序的在制数量
车间管理系统中工序转移单进行物料移动时,若生产订单某一工序为反冲工序,可自动产生倒冲子件的生产领料单(红单),并转入库存管理系统;库存管理系统参照生产订单制作生产入库单时,车间管理系统将把该生产订单