工程塑膠:十大成型問題下列十個問題通常發生在成型半結晶工程塑膠上,如POM、PA、PBT、和PET
在以下文章中,作者描述簡單的方法來確認與避免這些問題
一、塑膠粒的濕度二、澆注系統太小三、錯誤的澆口位置四、保壓時間太小五、錯誤的熔溫六、錯誤的模溫七、不良的表面完成八、熱澆道問題九、翹曲十、模垢第一章塑膠粒的濕度成型時徵兆成型品上看得見的徵兆對機械性質的影響PA流涕洗料管時有泡沬流動方向外擴(流痕)毛邊增加較低的衝擊和拉伸強度PETPBT無顯著徵兆表面流痕(外擴)不可見很低的衝擊和拉伸強度POM洗料管時可能有泡沫可能有流痕無TEEE無顯著徵兆毛邊稍微增加較低的衝擊和拉伸強度1
1如何確認含濕率過高很多的塑膠從空氣中吸濕;至於吸濕多少則視塑膠的種類而定
塑膠粒中的濕氣,即使只是在表面凝結,對工程塑膠的成型品也會造成問題
不好的結果有很多種,包括成型製程問題,成型品外觀不良,機械性質降低
光用目視檢查的方式是無法確認是否有濕氣
作者在本文中給予成型多種塑膠的成型者—一些有用的指引如何處理對濕度敏感的這些塑膠
原料要求含濕率乾燥溫度乾燥時間指引第2页共39页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共39页PA0
2%80℃2-4小時若塑膠曝露於大氣中時需要乾燥PET0
05%120℃3-4小時總是需要乾燥(除濕乾燥機)PBT0
02%130℃3-4小時總是需要乾燥(除濕乾燥機)POM0
1%80-110℃2-4小時乾燥溫度視硬度而定TEEE0
05%80℃1小時只在發現表面凝結時需要乾燥1
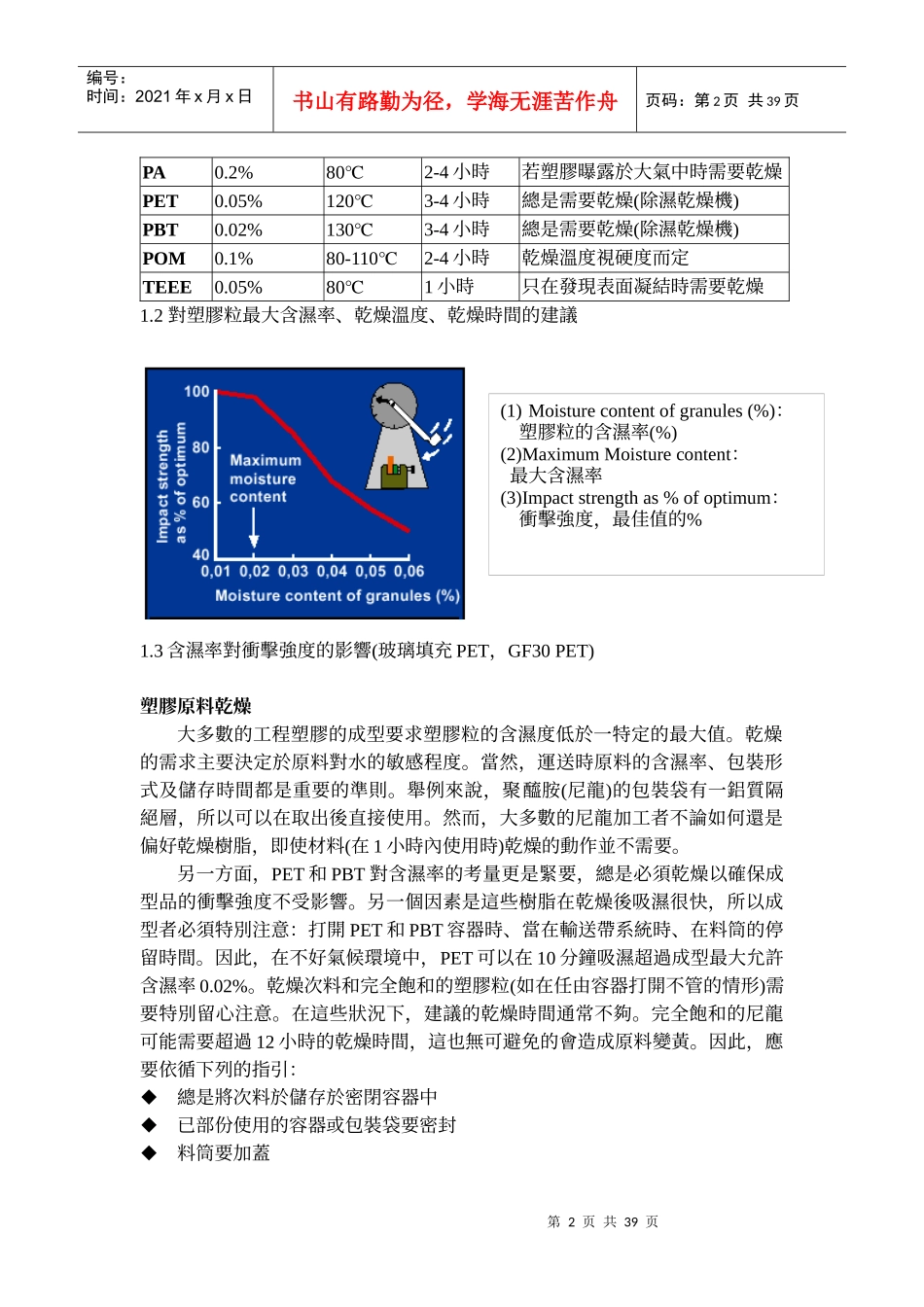
2對塑膠粒最大含濕率、乾燥溫度、乾燥時間的建議1
3含濕率對衝擊強度的影響(玻璃填充PET,GF30PET)塑膠原料乾燥大多數的工程塑膠的成型要求塑膠粒的含濕度低於一特定的最大值
乾燥的需求主要決定於原料對水的敏感程度
當然,運送時原