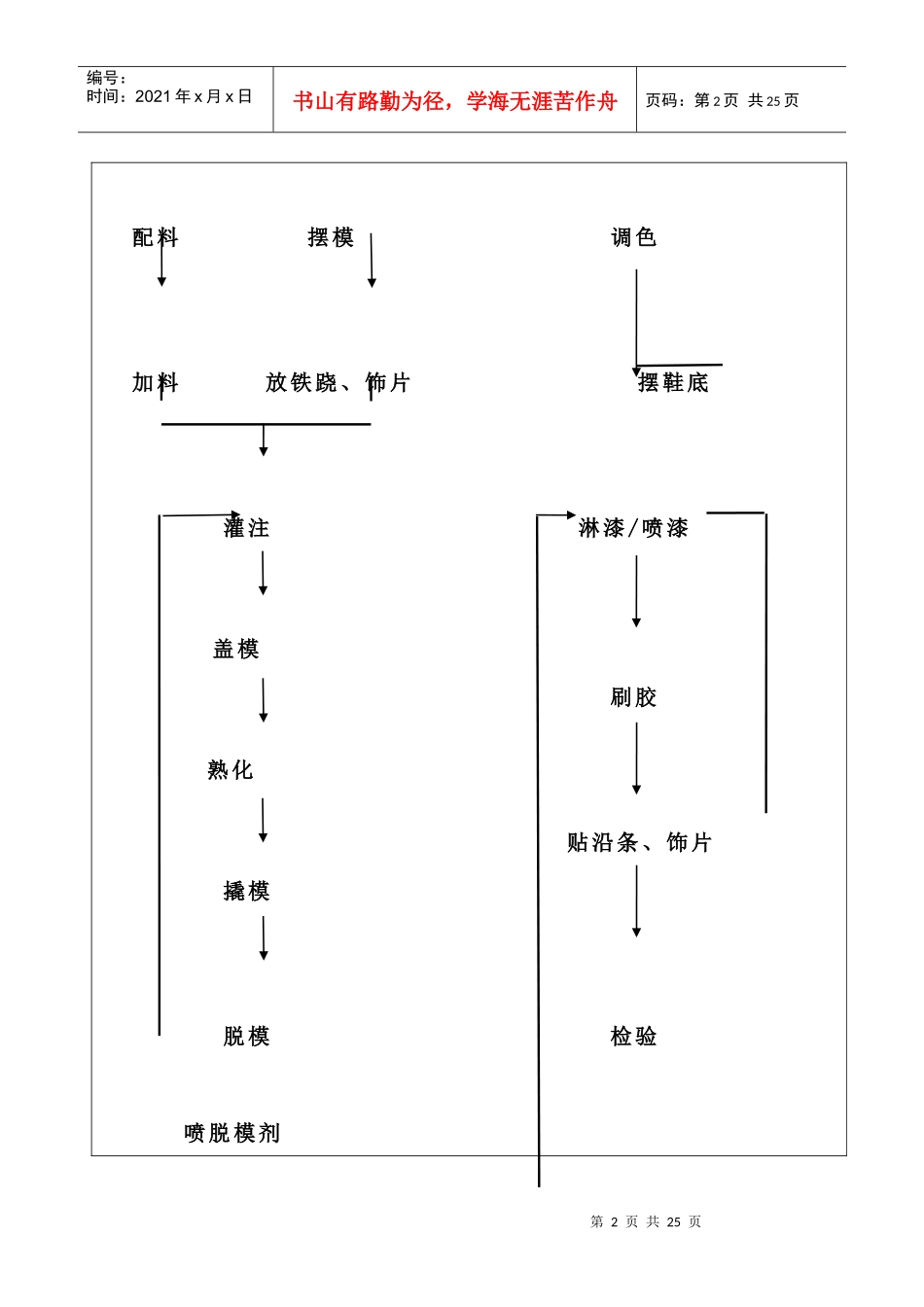
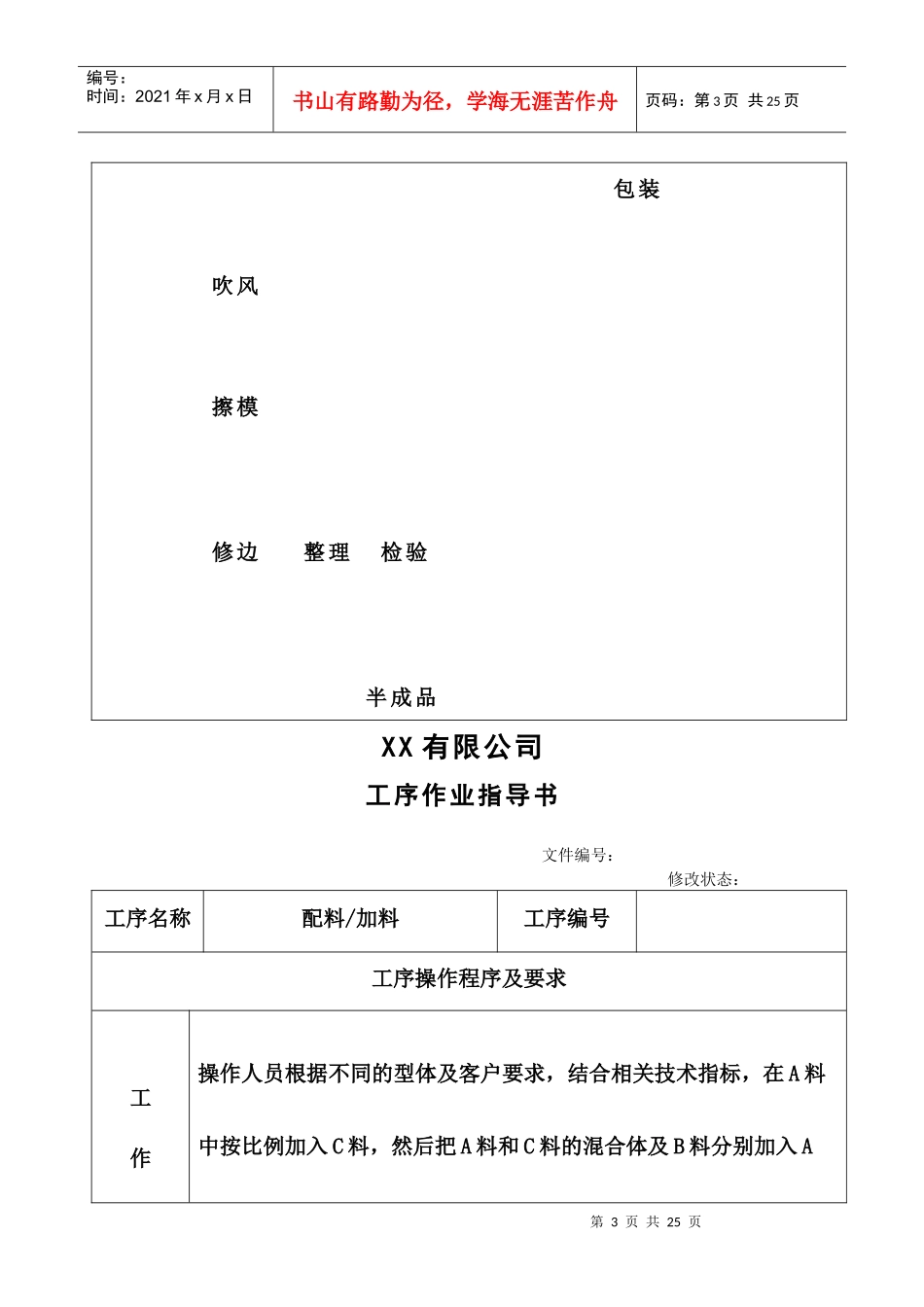
第1页共25页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共25页XX有限公司工序作业指导书文件编号:修改状态:工序名称总工序图工序编号工序操作程序及要求(总工序图)第2页共25页第1页共25页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共25页配料摆模调色加料放铁跷、饰片摆鞋底灌注淋漆/喷漆盖模刷胶熟化贴沿条、饰片撬模脱模检验喷脱模剂第3页共25页第2页共25页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第3页共25页包装吹风擦模修边整理检验半成品XX有限公司工序作业指导书文件编号:修改状态:工序名称配料/加料工序编号工序操作程序及要求工作操作人员根据不同的型体及客户要求,结合相关技术指标,在A料中按比例加入C料,然后把A料和C料的混合体及B料分别加入A第4页共25页第3页共25页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第4页共25页程序料缸和B料缸
工作要求1、A料必须注入A料缸,B料必须注入B料缸,不能错放
2、C料必须加在A料中,不能加在B料中
使用工具、辅助物A料,B料,C料XX有限公司工序作业指导书文件编号:修改状态:第5页共25页第4页共25页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第5页共25页工序名称浇注/盖模/熟化工序编号工序操作程序及要求工作程序:1、车间主任根据产品要求设定产品的浇注重量和浇注时间,2、安排线上其他操作员进行模具排放,按所排料顺序依序对号摆放,约20付模具为一段,避免多打预浇注浪费原料;3、开机前必测一个自由发泡试杯,若无异常即开机生产后每小时测一个自由发泡杯,防止中途变料;4、使用工具/辅助物:5、操作结束后,必须把浇注头向后移动并用挂钩固定机头6、浇注结束后,盖模人员应立即将上模盖住下模,让模具进入烘道