MSF维修培训一
H轴原点调整:H轴原点是通过NOZZLESHAFT上端的径向轴承最低的NOZZLE来进行调整的,SHAFT的长度由于在UNIT制造时被制作成±0
02mm以内,所以有0
04mm偏差量
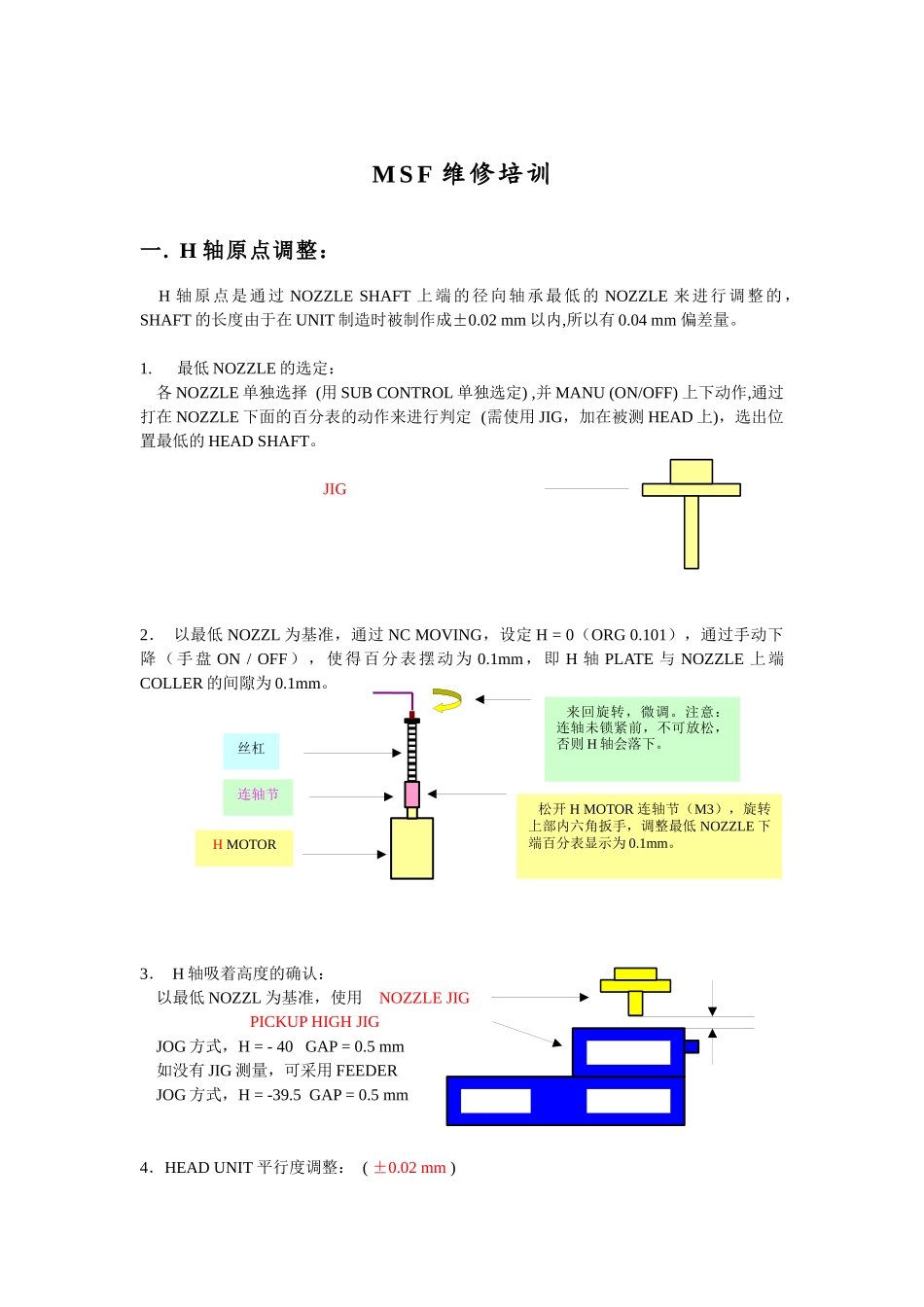
最低NOZZLE的选定:各NOZZLE单独选择(用SUBCONTROL单独选定),并MANU(ON/OFF)上下动作,通过打在NOZZLE下面的百分表的动作来进行判定(需使用JIG,加在被测HEAD上),选出位置最低的HEADSHAFT
JIG2.以最低NOZZL为基准,通过NCMOVING,设定H=0(ORG0
101),通过手动下降(手盘ON/OFF),使得百分表摆动为0
1mm,即H轴PLATE与NOZZLE上端COLLER的间隙为0
3.H轴吸着高度的确认:以最低NOZZL为基准,使用NOZZLEJIGPICKUPHIGHJIGJOG方式,H=-40GAP=0
5mm如没有JIG测量,可采用FEEDERJOG方式,H=-39
5GAP=0
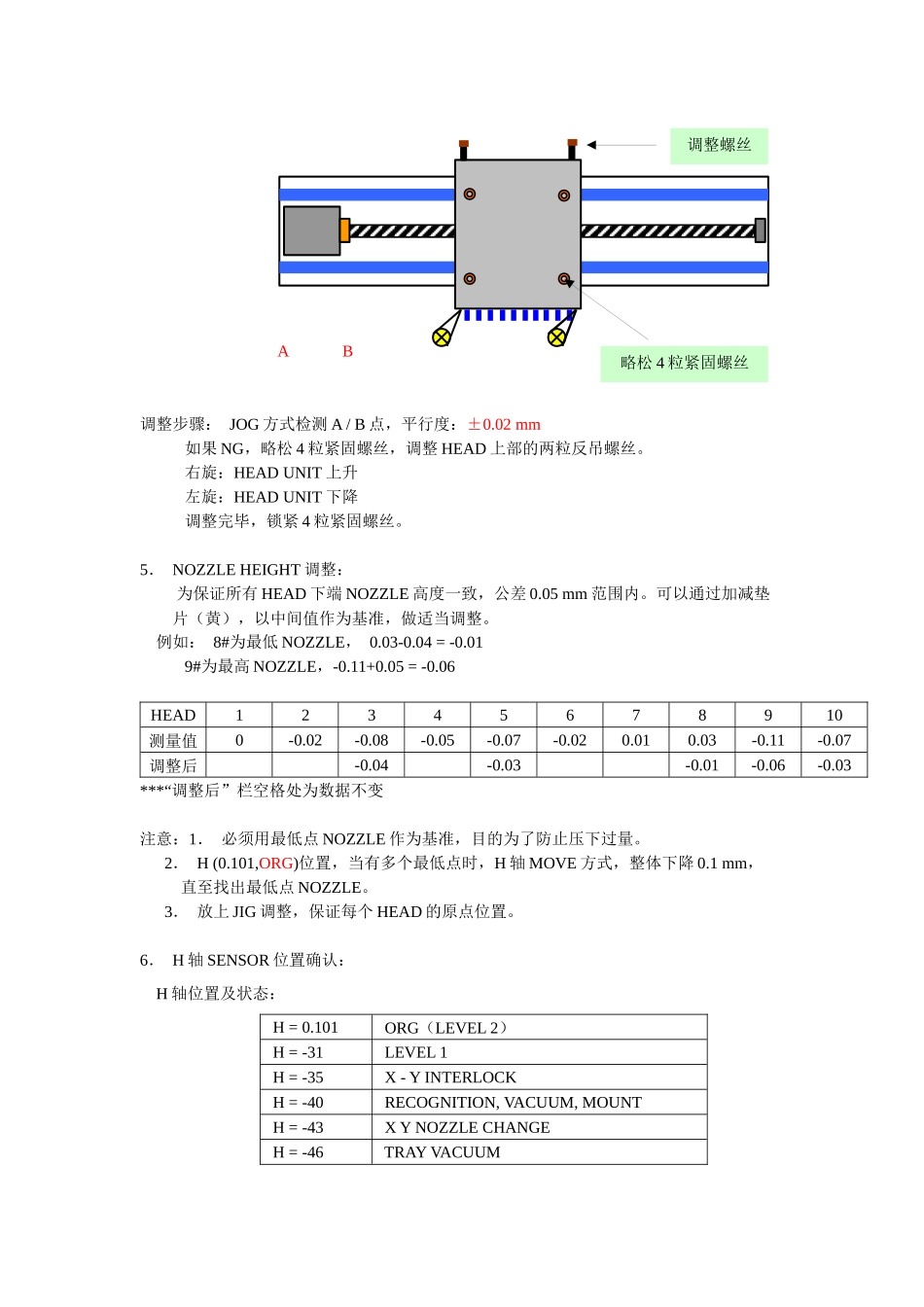
5mm4.HEADUNIT平行度调整:(±0
02mm)连轴节HMOTOR松开HMOTOR连轴节(M3),旋转上部内六角扳手,调整最低NOZZLE下端百分表显示为0
来回旋转,微调
注意:连轴未锁紧前,不可放松,否则H轴会落下
丝杠AB调整步骤:JOG方式检测A/B点,平行度:±0
02mm如果NG,略松4粒紧固螺丝,调整HEAD上部的两粒反吊螺丝
右旋:HEADUNIT上升左旋:HEADUNIT下降调整完毕,锁紧4粒紧固螺丝
5.NOZZLEHEIGHT调整:为保证所有HEAD下端NOZZLE高度一致,公差0
05mm范围内
可以通过加减垫片(黄),以中间值作为基准,做适当调整
例如:8#为最低NOZZLE,0
019#为最高NOZZLE,-0
06HEAD1234