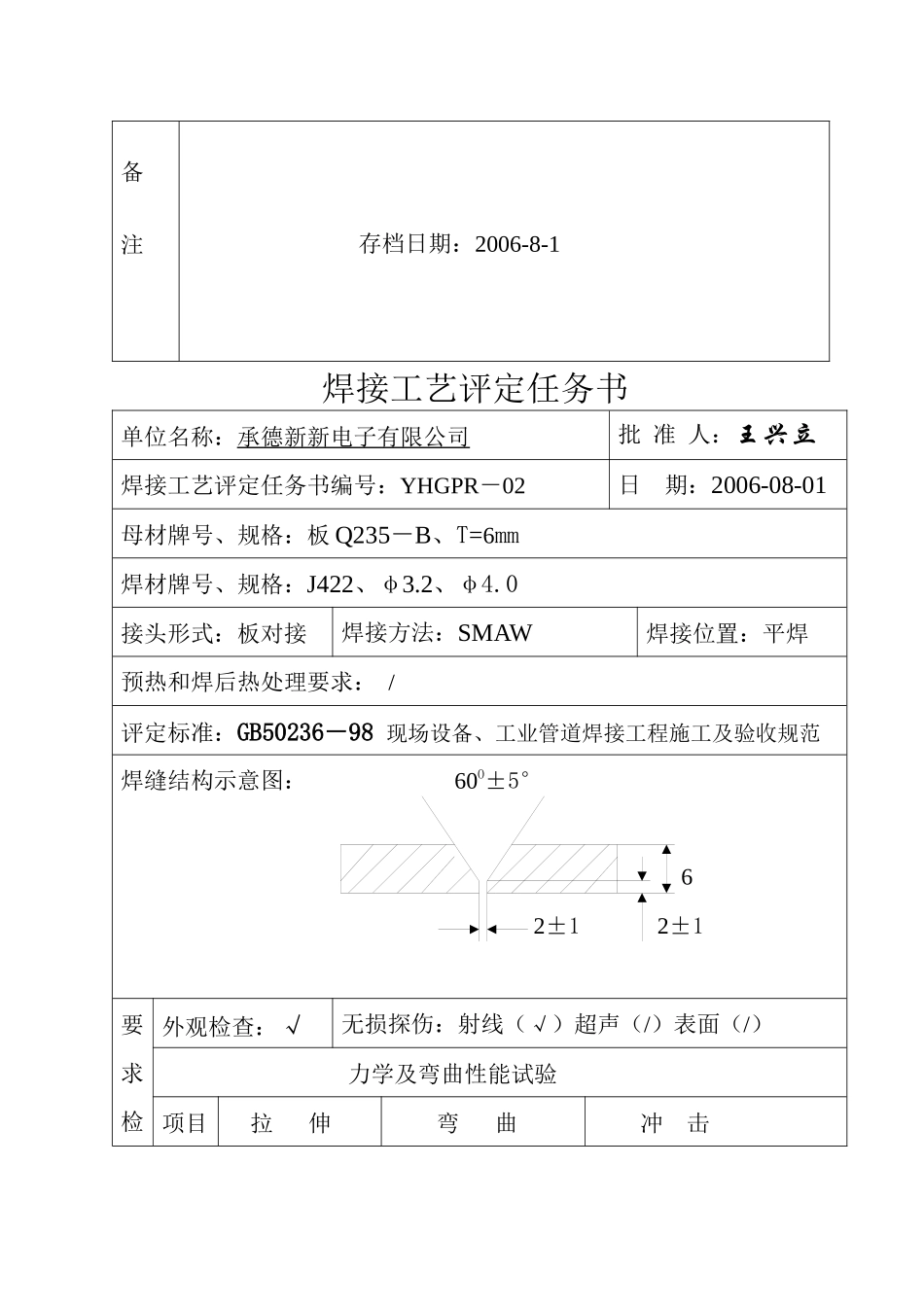
焊接工艺评定编号:XXDZ-06评定单位:承德新新电子有限公司评定日期:2006-8-1焊接工艺评定存档目录工艺评定编号:XXDZ-06序号项目名称编号页数1焊接工艺评定任务书YHGPR-0212焊接工艺指导书YHGPZ-0243焊接工艺评定报告YHGP-0244材料质量证明书№000292315焊接材料质量证明书0016921/547716施焊及焊缝外观检查记录YHGPJ-0217无损检测报告03070118工艺评定试件试验报告YHGPS-022备注存档日期:2006-8-1焊接工艺评定任务书单位名称:承德新新电子有限公司批准人:王兴立焊接工艺评定任务书编号:YHGPR-02日期:2006-08-01母材牌号、规格:板Q235-B、T=6mm焊材牌号、规格:J422、φ3
0接头形式:板对接焊接方法:SMAW焊接位置:平焊预热和焊后热处理要求:/评定标准:GB50236-98现场设备、工业管道焊接工程施工及验收规范焊缝结构示意图:60O±5°62±12±1要求检外观检查:√无损探伤:射线(√)超声(/)表面(/)力学及弯曲性能试验项目拉伸弯曲冲击验的项试样数量接头全焊缝面弯背弯侧弯焊缝热影响区2///433宏观金相:/微观金相:/接头硬度分布测定:/熔敷金属化学成分:/其他项目:/编制:梁立国审核:陈守坤日期:2006-08-01焊接作业指导书单位名称:承德新新电子有限公司编制人:梁立国批准人:王兴立焊接工艺指导书编号:YHGPZ-02日期:2006-08-01焊接工艺评定报告编号:XXDZ-06焊接方法:焊条电弧焊(SMAW)机械化程度(手工、半自动、自动):手工焊接接头:板材对接焊缝坡口形式:Y形坡口衬垫(材料及规格):无衬垫其他:简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)母材:类别号P1组别号1-1与类别号P1组别号1-1相焊及标准号GB/T