ICT工程師操作手冊INCIRCULTTESTEngineerOperation目錄一
治具安裝要領及注意事項二
治具DEBUG要領說明三
硬體設備自我檢查四
誤判原因分析五
機器故障排除方法六
機器安裝方法七
治具平整度檢查方法八
治具OK與NG的區分九
ICT程式軟體發行十
不良嚴重時反饋及處理方法1﹒目的﹕對ICT工程師的作業做詳細的規范﹐使ICT治具的請購﹐安裝﹐ICT的維護﹐調試及對不良現象的處理有明确的說明﹒2﹒适用范圍及使用機具﹕此作業規范實用于ICT工程師的作業﹒适用機具﹕ICT3﹒定義:無4﹒權責﹕4﹒1製工部制定﹒4﹒2ICT工程師執行﹒u7-69-73u7-69u1-205
治具安裝要領及注意事項5.1治具:5
1將治具對稱於壓床之平台上,用螺絲固定,將主機上之CABLE按順序插入治具之CABLE座
5.1.2打開總電源進入主程式畫面中,進入DEBUG內,按TEST與DOWN鍵調整壓床至所需之高度,將壓棒插入適當之位置或將天板安裝於蜂巢板上
程式:5.2.1按ESC跳出主程式畫面至C:\TR-518FE中,COPYA磁碟內之程式至C磁碟中,按ICTENTER使治具檔案自動建立至ICT程式中
5.2.2從BOARD-SELECT中選擇剛才COPY進來之治具檔案
5.2.3若PRINTER無法列印或資料不對或不良零件位置圖顯示錯誤或欲改變重測次數
等功能,皆可在測試參數中修改
5.3壓床5.3.1.壓床高低之調整可透過壓床上方之SENSOR來達成所需之高度
5.3.2.治具壓入量依探針的型式不同而有所不同,但壓入量不得少於1/2行程(單面治具),壓入太低則探針彈性易損壞,壓入量不足會造成測試不穩定
5.3.3雙面治具之治具壓入量以上下兩面治具完全密合達最佳測試效果
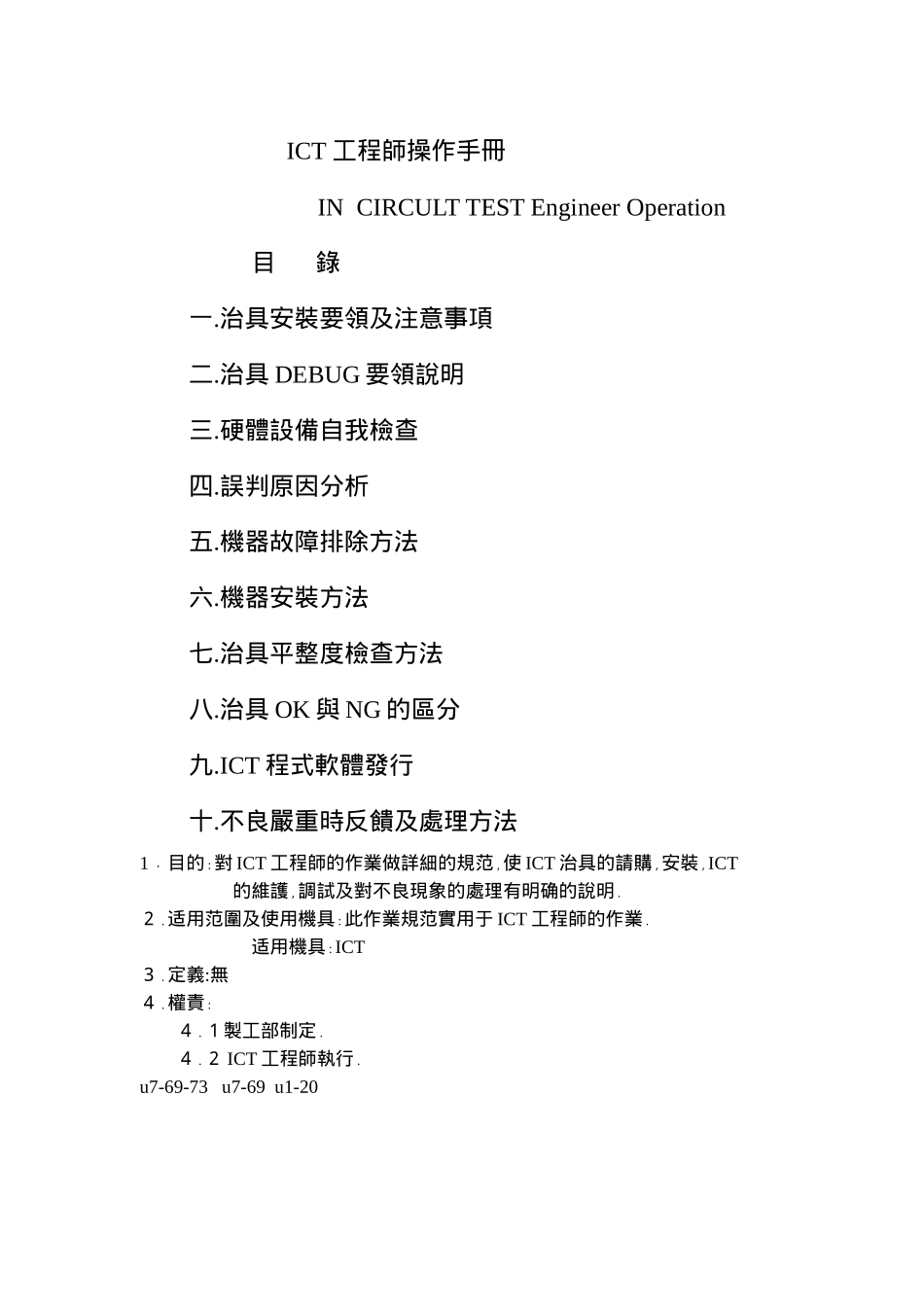
5.3.4陰擋器鎖緊,若SENSOR有移動,陰擋器應隨之移動,以免保護失效或