高、低压成套开关设备框架制造工艺本工艺根据GB7251-1997、GB/T15139-94、GB4208并结合我厂实际制定
1柜架设计画制柜架、零件和开孔图
1板料类零件加工主要指:仪表板、操作板、门板、侧护板等
2常用的工艺加工过程为:领板→下料→开孔切角→弯形→焊接→校平→除油→酸洗除锈→磷化→表面覆盖
3下料:板料的下料都是按照划线尺寸在剪板机上进行
4冲孔:利用专用冲孔模在冲床上加工
如无冲孔模具可手工在台钻或摇臂钻床上钻孔
对于圆孔可以采用划钻加工;对于方孔可用φ3~φ5的钻头按方孔边缘钻孔,然后等离子切割机去掉多余部分,再用磨光机沿方孔边缘磨到位;亦可用仿形冲床开孔或曲线锯
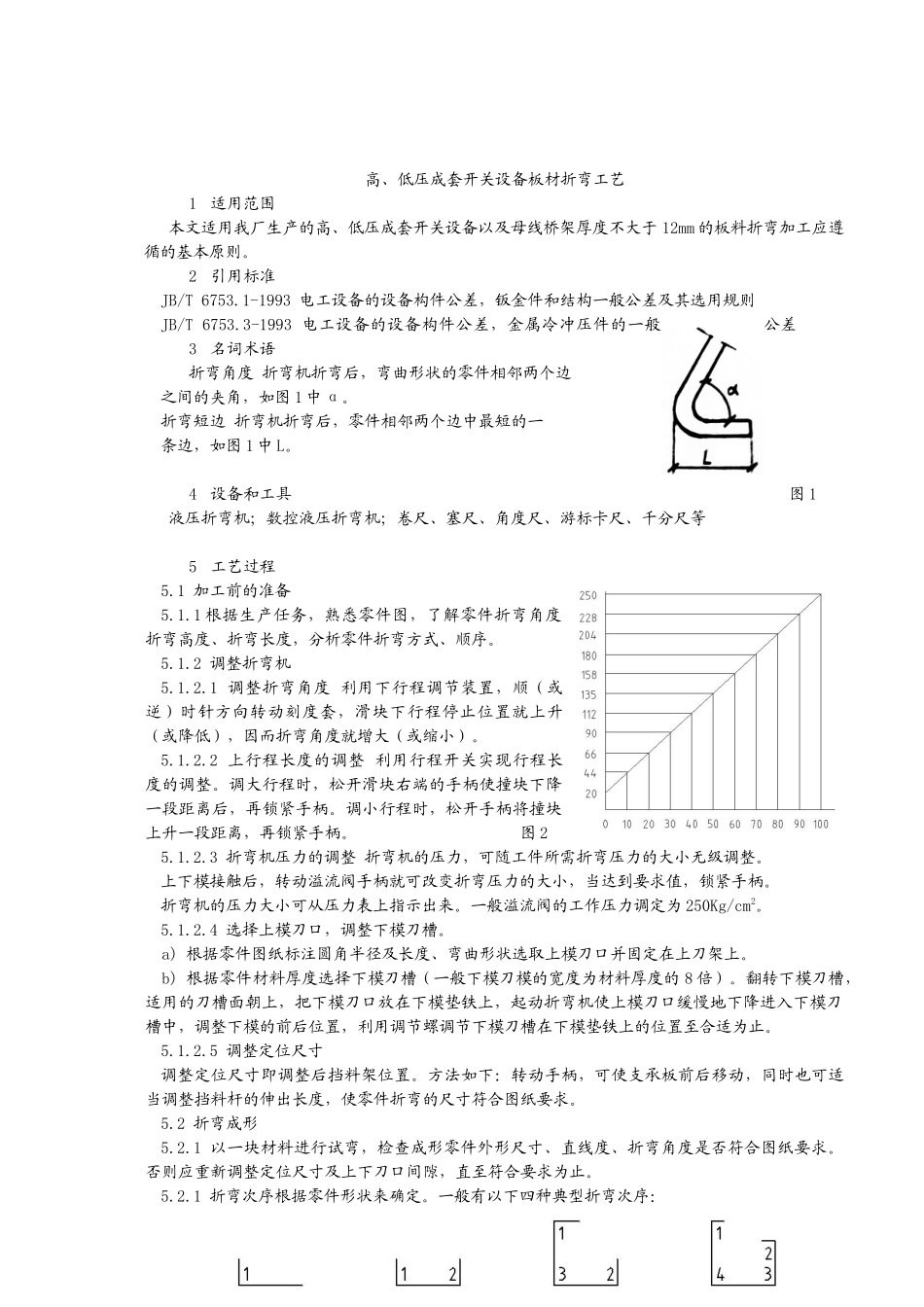
5弯形:在折弯机上进行,弯形加工前,必须检查板料有无麻点、裂纹、毛刺等缺陷,尺寸是否准确
凹凸模应固定好,并使间隙均匀一致,模具内的氧化皮等杂质应及时清理干净
并注意模具的润滑
以提高模具的寿命和制件的质量
角钢类零件的制造:角钢类零件主要是电气控制箱、屏、柜、台的骨架,其加工工艺过程为:下料→切缺→冲孔→校直
1下料:按照图纸尺寸可在冲床和多功能切割机上下料,也可手工下料;3
2切缺:一般用冲床和等离子切割机上切除,在不变形的情况下可使用气割
也可使用手工锯缺
3冲孔:冲孔用冲模在冲床上加工,也可在台钻、摇臂钻床上加工孔
4校直:在校直设备或平台上,人工进行
焊装:当零、部件全部加工完成后,就需要将这些零部件组装焊接成形体骨架,最后成箱、屏、柜为保证焊后尺寸准确,不变形,在焊接过程中还要配置一定的焊装夹具
点焊固定外形,检查、校正,尺寸符合要求时,焊接牢固,然后自检,自检合格请检验员检验合格后交下一道工序
1高低压开关柜上各金属构件,原则上都按负的公差值下料
2高低压开关柜上的角钢一律经过除、校直;冲孔后