典型零件(平面凸轮)的加工工艺分析案例实例
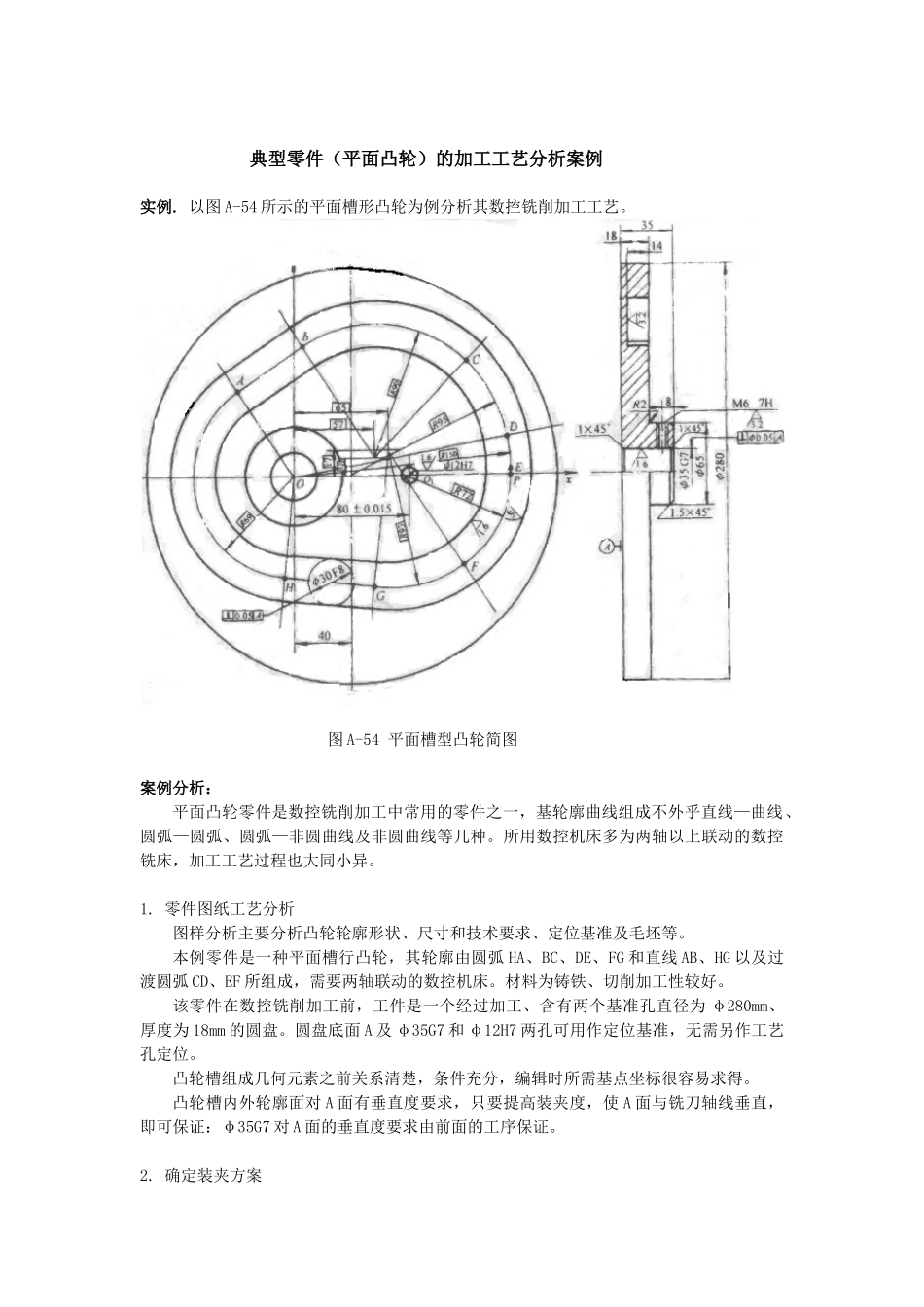
以图A-54所示的平面槽形凸轮为例分析其数控铣削加工工艺
图A-54平面槽型凸轮简图案例分析:平面凸轮零件是数控铣削加工中常用的零件之一,基轮廓曲线组成不外乎直线—曲线、圆弧—圆弧、圆弧—非圆曲线及非圆曲线等几种
所用数控机床多为两轴以上联动的数控铣床,加工工艺过程也大同小异
零件图纸工艺分析图样分析主要分析凸轮轮廓形状、尺寸和技术要求、定位基准及毛坯等
本例零件是一种平面槽行凸轮,其轮廓由圆弧HA、BC、DE、FG和直线AB、HG以及过渡圆弧CD、EF所组成,需要两轴联动的数控机床
材料为铸铁、切削加工性较好
该零件在数控铣削加工前,工件是一个经过加工、含有两个基准孔直径为φ280mm、厚度为18mm的圆盘
圆盘底面A及φ35G7和φ12H7两孔可用作定位基准,无需另作工艺孔定位
凸轮槽组成几何元素之前关系清楚,条件充分,编辑时所需基点坐标很容易求得
凸轮槽内外轮廓面对A面有垂直度要求,只要提高装夹度,使A面与铣刀轴线垂直,即可保证:φ35G7对A面的垂直度要求由前面的工序保证
确定装夹方案一般大型凸轮可用等高垫块垫在工作台上,然后用压板螺栓在凸轮的孔上压紧
外轮廓平面盘形凸轮的垫板要小于凸轮的轮廓尺寸,不与铣刀发生干涉
对小型凸轮,一般用心轴定位,压紧即可
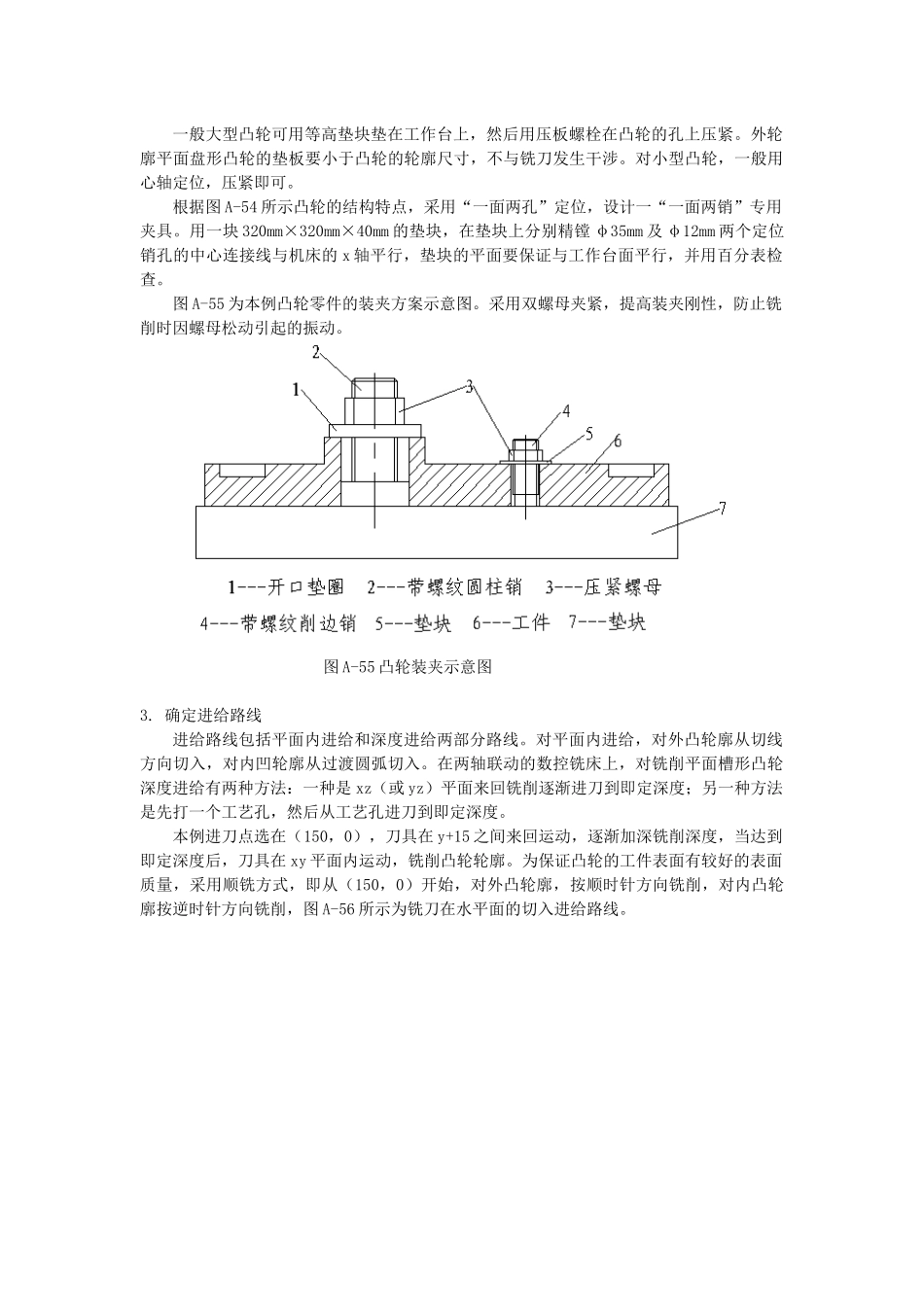
根据图A-54所示凸轮的结构特点,采用“一面两孔”定位,设计一“一面两销”专用夹具
用一块320mm×320mm×40mm的垫块,在垫块上分别精镗φ35mm及φ12mm两个定位销孔的中心连接线与机床的x轴平行,垫块的平面要保证与工作台面平行,并用百分表检查
图A-55为本例凸轮零件的装夹方案示意图
采用双螺母夹紧,提高装夹刚性,防止铣削时因螺母松动引起的振动
图A-55凸轮装夹示意图3
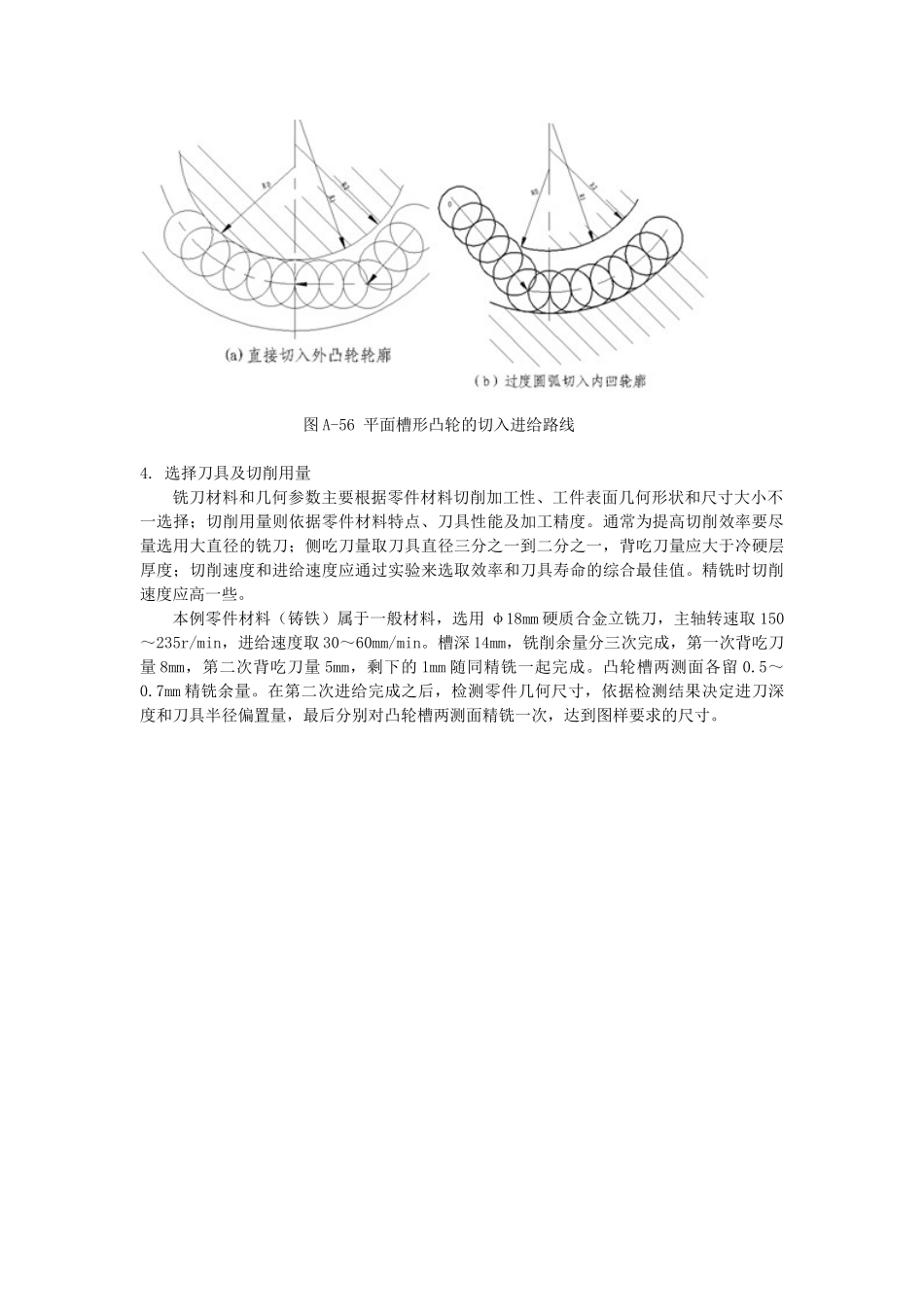
确定进给路线进给路线包括平面内进给和深度进给两部分路线
对平面内进给,对外凸轮廓