过程能力的确认方法ISO9001:2000标准的7
2条款规定:“当生产和服务提供过程的输出不能由后续的影视或测量加以验证时,组织应对任何这样的过程实施确认
这包括仅在产品使用或服务已交付之后问题才显现的过程
”实际上,这里所说的需要实施确认的过程就是特殊过程
由于许多企业对这个条款的规定感到难以实施,笔者谈一些对过程能力实施确认的方法
一、过程确认与过程能力7
2条款要求对特殊过程实施确认,并明确提出:“确认应证实这些过程实现所策划的结果的能力
”所谓过程能力,就是在受控条件下,保证过程能够生产合格产品的能力
任何过程的运行都会受到许多因素的影响,这些影响因素大致可分为两大类:一是系统性影响因素,二是随机性影响因素
系统性影响因素能使过程产生系统性波动,这类波动的数值较大或具有一定的规律性,这是我们所不期望的,应该力加避免
所谓使过程在受控条件下运行,就是要对系统性因素实施有效控制,不允许过程在系统性因素的影响下运行
随机性影响因素能使过程产生随机性波动,这种波动的数值比较小,从微观上说波动没有规律,是很多微弱影响因素综合作用的结果
这类波动无法(或不值得)从技术的角度加以克服,只能利用统计学的规律对其进行研究
大多数随机波动服从统计学的正态分布规律
综上所述,当过程受控并消除了系统性波动,在随机状态下运行,就可以用随机状态的正态分布规律讨论过程的能力
在正态分布时,其特征值一般用正态分布的标准差δ表示,过程能力通常用6δ表示,其中“δ”常被视为过程能力的度量单位
过程能力指数是表示过程能力满足产品质量标准要求(包括产品规格要求和公差要求)的程度
在无偏移的情况下通常记作:Cp=T6δ式中:Cp为过程能力指数;T为产品质量标准要求的公差范围;δ为过程特性正态分布的标准差
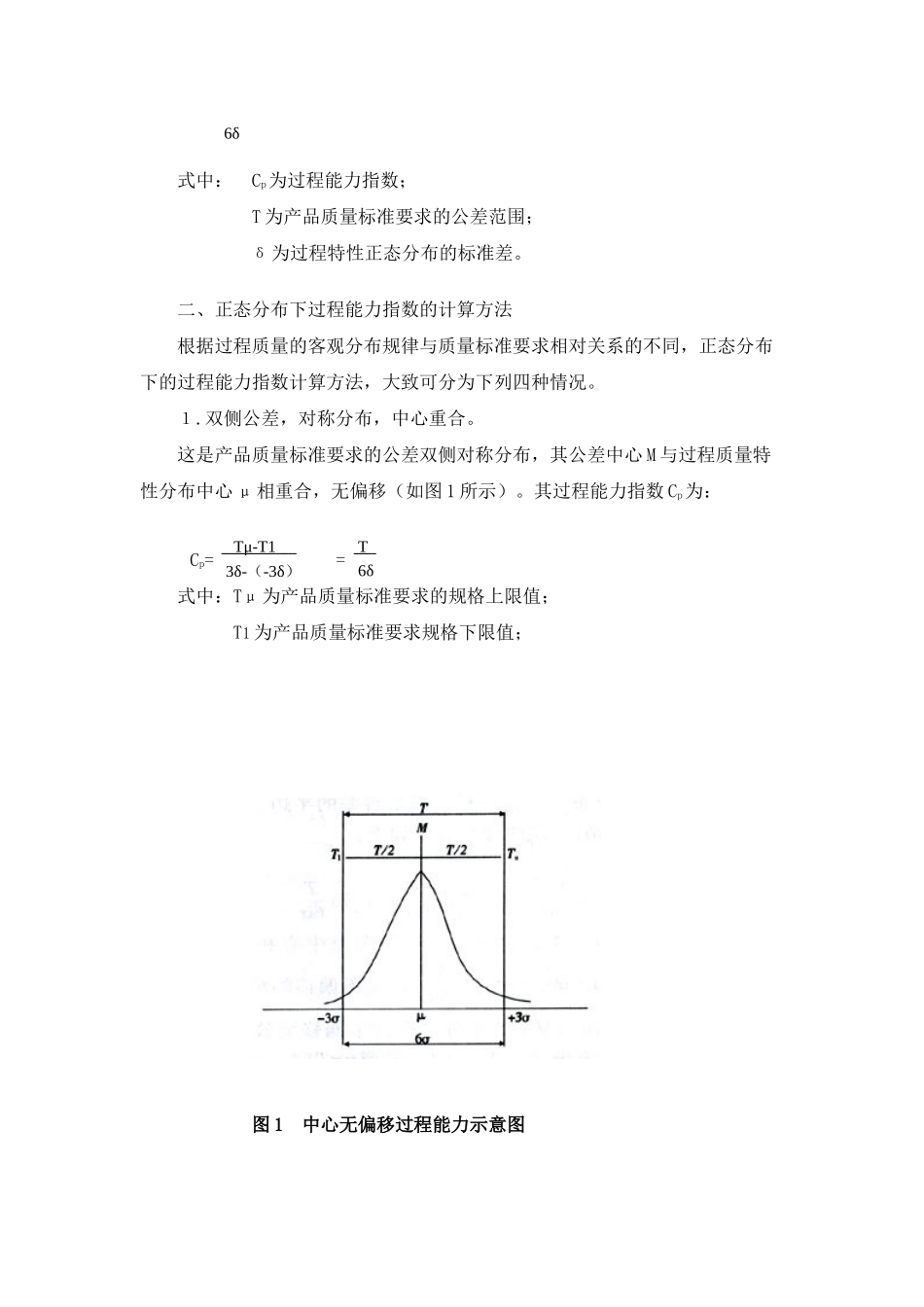
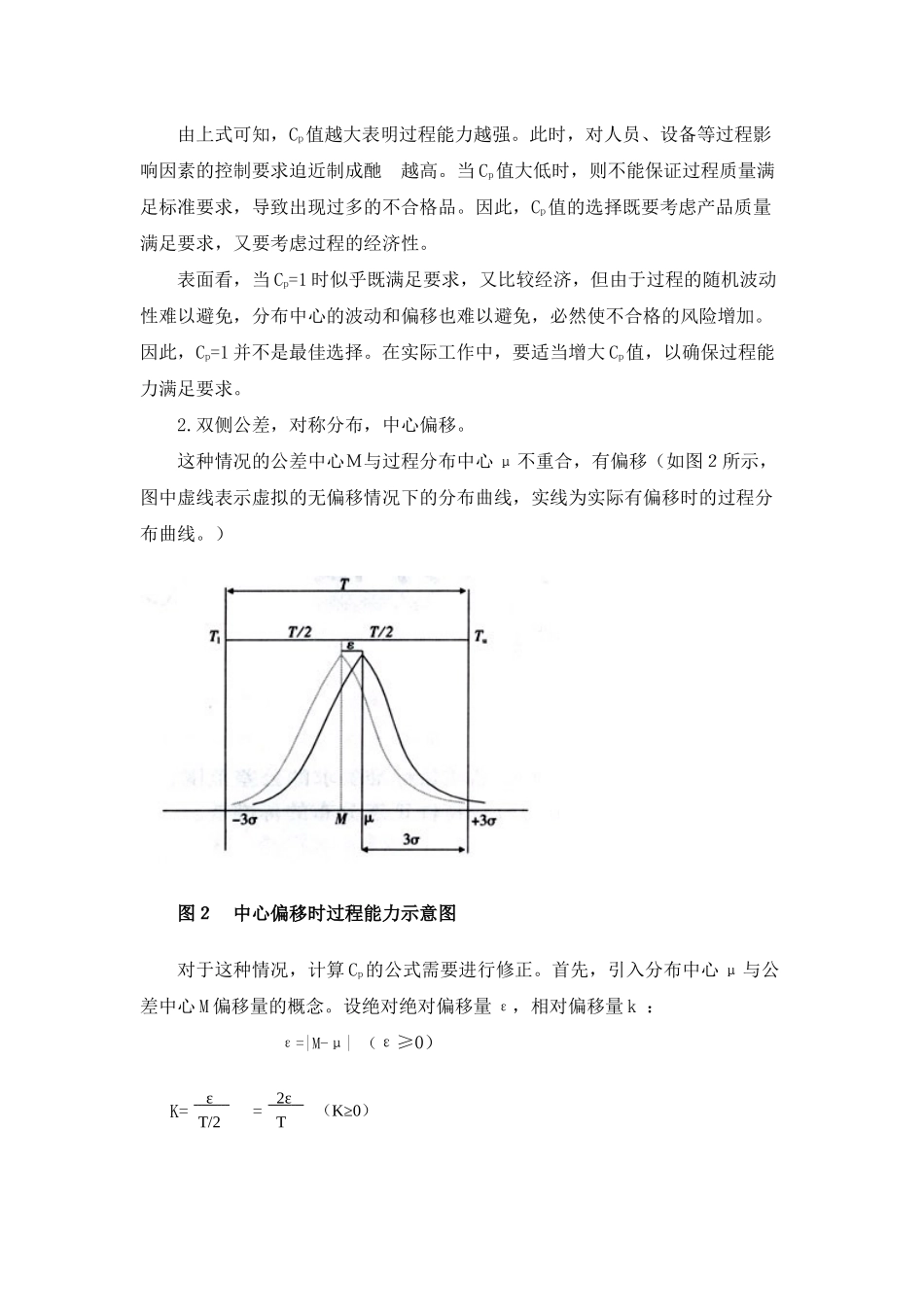
二、正态分布下过程能力指数的计算方法根据过程质量的客观分布规律与质量标准要求相对关系的不同,正