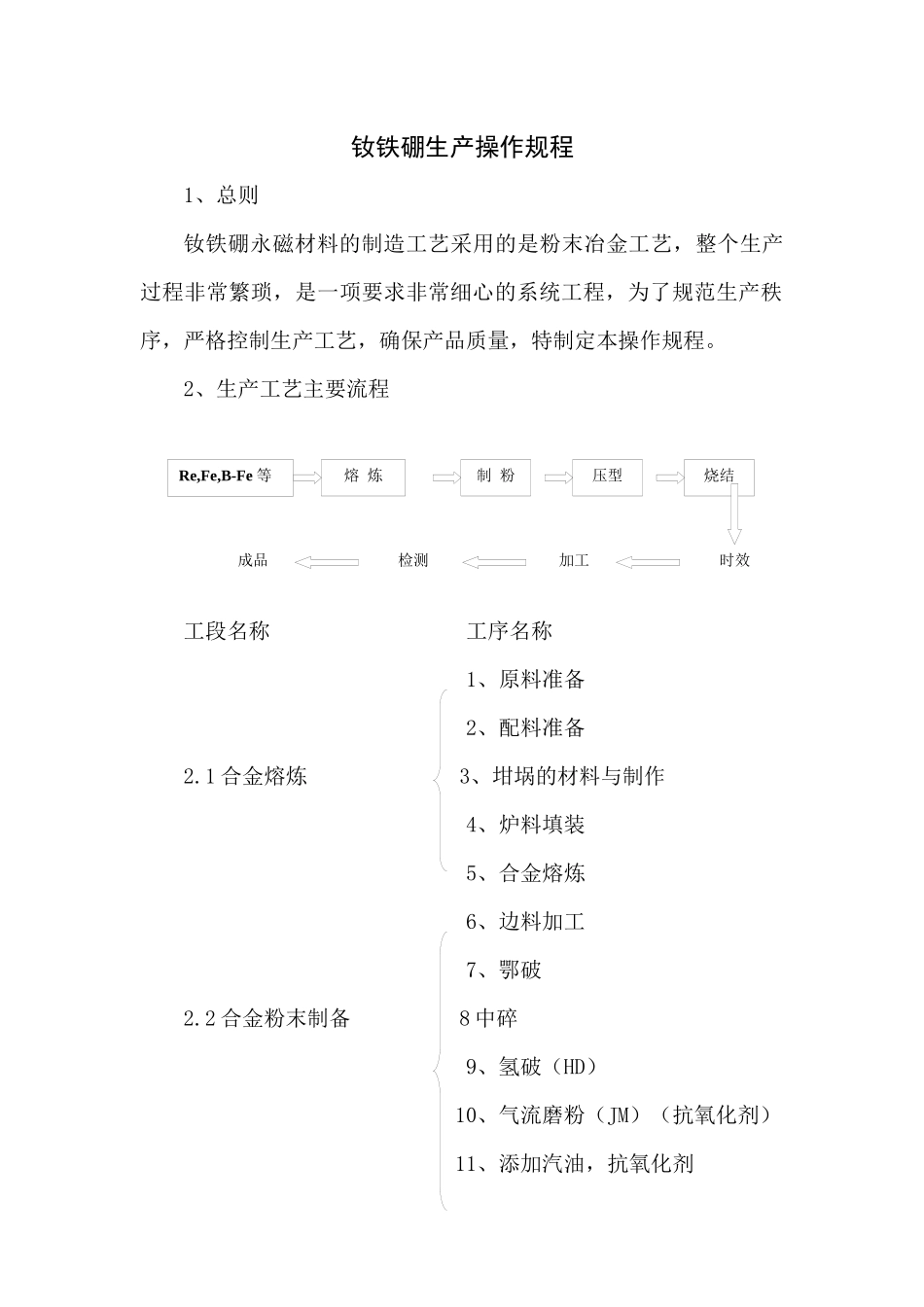
熔炼Re,Fe,B-Fe等制粉压型烧结成品检测加工时效钕铁硼生产操作规程1、总则钕铁硼永磁材料的制造工艺采用的是粉末冶金工艺,整个生产过程非常繁琐,是一项要求非常细心的系统工程,为了规范生产秩序,严格控制生产工艺,确保产品质量,特制定本操作规程
2、生产工艺主要流程工段名称工序名称1、原料准备2、配料准备2
1合金熔炼3、坩埚的材料与制作4、炉料填装5、合金熔炼6、边料加工7、鄂破2
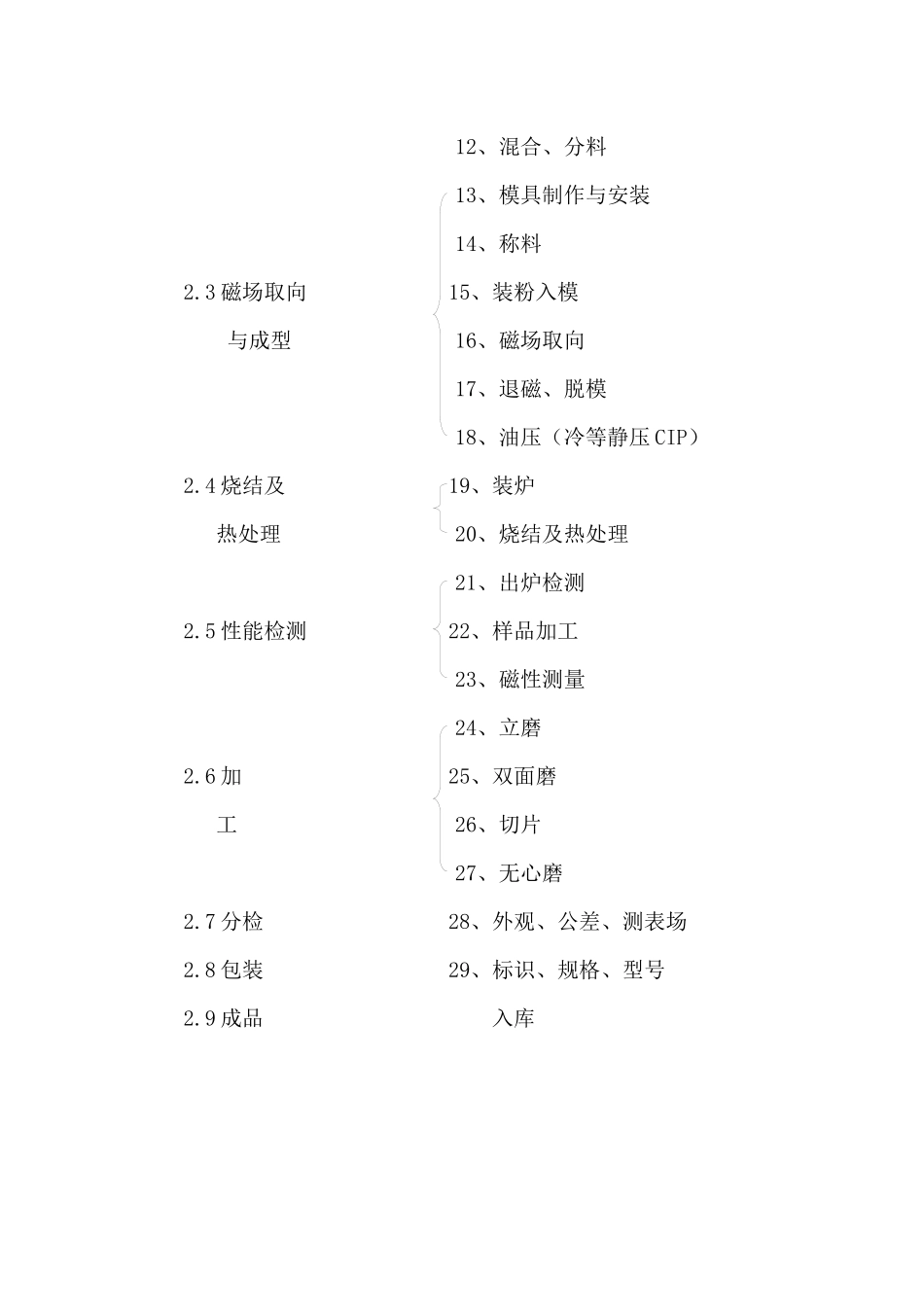
2合金粉末制备8中碎9、氢破(HD)10、气流磨粉(JM)(抗氧化剂)11、添加汽油,抗氧化剂12、混合、分料13、模具制作与安装14、称料2
3磁场取向15、装粉入模与成型16、磁场取向17、退磁、脱模18、油压(冷等静压CIP)2
4烧结及19、装炉热处理20、烧结及热处理21、出炉检测2
5性能检测22、样品加工23、磁性测量24、立磨2
6加25、双面磨工26、切片27、无心磨2
7分检28、外观、公差、测表场2
8包装29、标识、规格、型号2
9成品入库3、生产过程操作规程3
1合金熔炼真空熔炼工序是将表面处理干净,无氧化层
烘干后,组成的各种单质、合金原料在真空条件进行加热熔炼而制的钕铁硼合金
本工序要求得到的合金化学成份准确而均匀,有害杂质含量低,精细的柱状晶组织结构,无氧化,极少甚至无α-Fe相存在
2设计合金成份钕铁硼永磁合金成份可表达为:RxTyBza、R代表稀土金属元素:钕Nd、镨Pr、镝Dy、铽Tb、钆Gd、钇Y
b、T代表过渡金属元素:铁Fe、钴Co、铝Al、铜Cu、铌Nb、镓Ga、钒V、锆Zr等
c、B代表硼
有害杂质的控制要求所有原材料必须提供准确无误的材料分析单,必要时进行抽查外协检测
根据我公司的情况纯铁使用太原钢铁公司的DT4E纯铁
原材料表面处理3
1所用原材料纯铁和稀土金属必须将表面氧化层或其他污染物除掉,其他原料必须保证不被氧化