1激光选区烧结快速成型原理及应用选择性激光烧结(Selectivelaserssintering,简称SLS)技术是九十年代初RP技术中发展起来的又一种全新的原型制作方法,它以各种粉末材料(如石蜡、聚碳酸脂、石英砂、陶瓷以及金属等粉材)为加工对象
SLS烧结设备,主要由扫描器、铺粉机构、激光源、预热装置和计算机控制系统等部分组成
它采用具有动态聚焦功能的振镜扫描结构,因此,其扫描速度较其它种类的快速成形系统有相当程度的提高,最高扫描速度由具体的动态扫描系统确定,一般烧结速度可达2m/s,故成形效率更高
SLS系统基本上采用开环的Z轴位置控制结构,即不必实时测量零件的实际高度;与LOM(分层物体制造—LaminatedObjectManufacturing)中的送纸、收纸结构功能类似,SLS系统采用了自动铺粉机构完成材料准备
另外,由于加工材料的要求,系统应具有对材料的预热功能,非接触式测量环境温度,通过温度传感器或者专门的测温仪检测温度
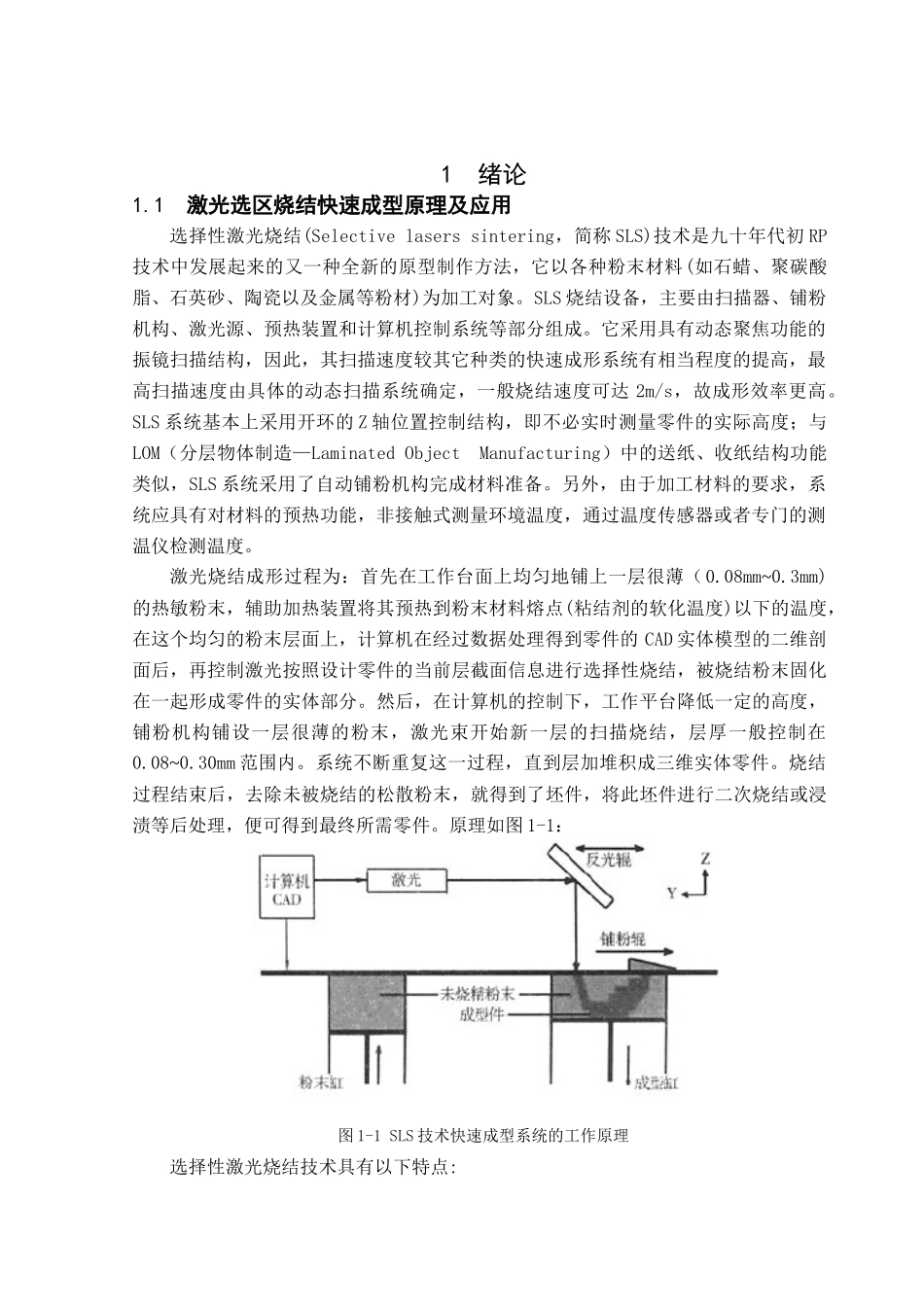
激光烧结成形过程为:首先在工作台面上均匀地铺上一层很薄(0
08mm~0
3mm)的热敏粉末,辅助加热装置将其预热到粉末材料熔点(粘结剂的软化温度)以下的温度,在这个均匀的粉末层面上,计算机在经过数据处理得到零件的CAD实体模型的二维剖面后,再控制激光按照设计零件的当前层截面信息进行选择性烧结,被烧结粉末固化在一起形成零件的实体部分
然后,在计算机的控制下,工作平台降低一定的高度,铺粉机构铺设一层很薄的粉末,激光束开始新一层的扫描烧结,层厚一般控制在0
30mm范围内
系统不断重复这一过程,直到层加堆积成三维实体零件
烧结过程结束后,去除未被烧结的松散粉末,就得到了坯件,将此坯件进行二次烧结或浸渍等后处理,便可得到最终所需零件
原理如图1-1:图1-1SLS技术快速成型系统的工作原理选择性激光烧结技术具有以下特点:(1)