第1页共17页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共17页第2章学习情境一系统不能工作故障诊断与维修2.1数控系统概述2
1数控系统的基本概念数字控制(NumericalControl)技术,简称数控(NC)技术,是近代发展起来的用数字化信息进行控制的一种自动控制技术
其控制对象可以是各种生产过程,控制参数主要有位移、速度、温度、流量等
采用数控技术的系统称为数控系统
根据不同的被控制对象,有各种各样的数控系统
目前应用最广泛的是机械加工行业中各种机床数控系统
装备了数控系统的机床称为数控机床,如数控车床、数控铣床、数控线切割机床、数控加工中心等
数字控制技术的发展是随着数字电子技术的发展而发展起来的
数控系统的硬件基础是数字逻辑电路,最初的数控系统是由固定的数字逻辑电路组成的专用硬件数控系统,简称NC系统
它的柔性差、功能单一,且成本高,发生故障时维修工作量大,从而限制了它的推广和应用
随着微电子计算机技术的飞速发展,出现了采用计算机或微型计算机的数控系统,由硬件和软件共同完成数控任务,称之为计算机数控系统(ComputerNumericalControl),简称CNC系统
它具有柔性好、功能强、可靠性高、易于实现机第2页共17页第1页共17页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共17页电一体化,且性价比高等优点
现代数控系统差不多均为计算机数控系统
由此可知,现代数控设备是集微电子技术、计算机技术、自动控制技术、精密测量技术和机械传动技术为一体的高度智能化的产品
它使得传统的制造业发生了质的变化,从而实现了加工过程的自动化
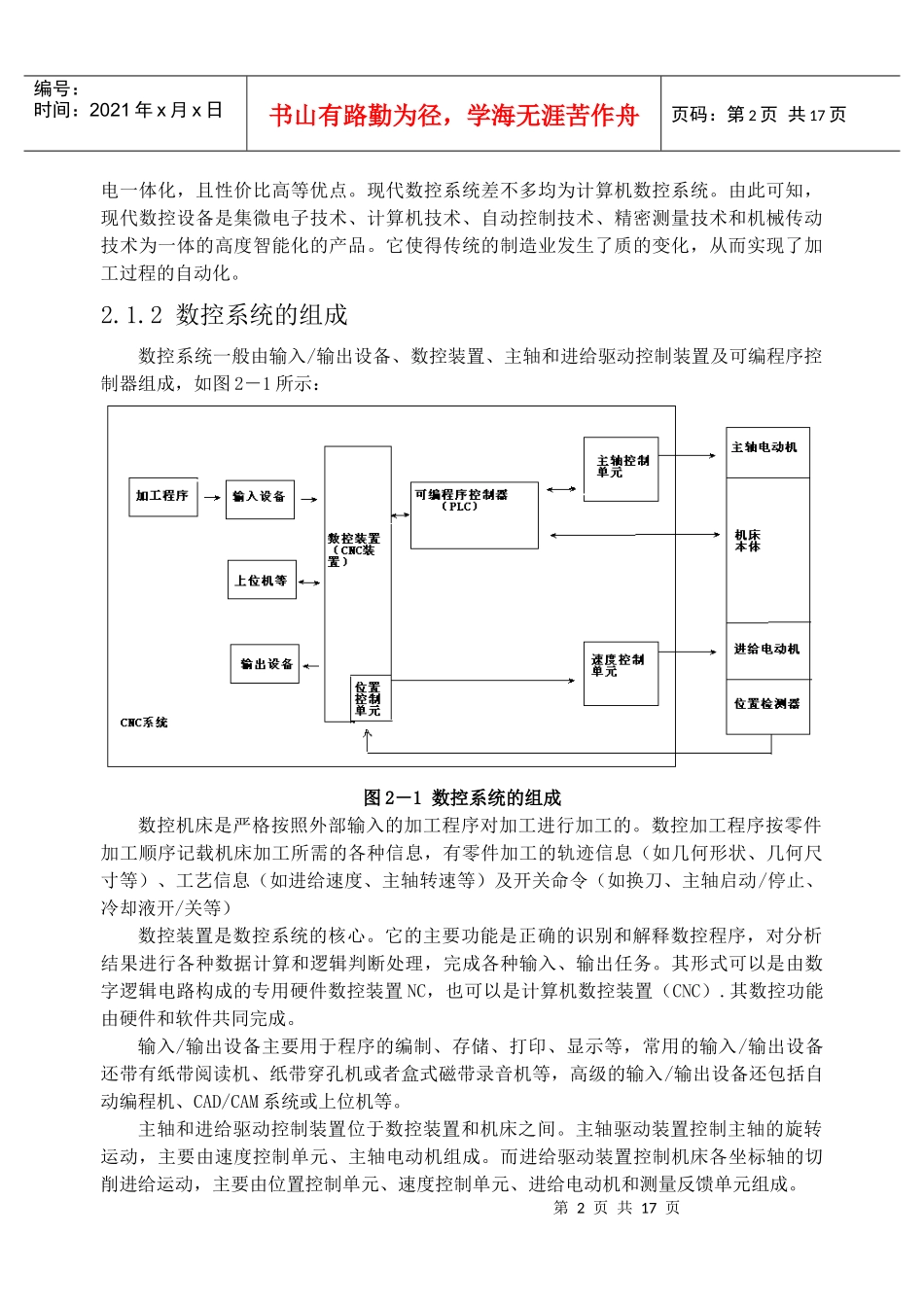
2数控系统的组成数控系统一般由输入/输出设备、数控装置、主轴和进给驱动控制装置及可编程序控制器组成,如图2-1所示:图2-1数控系统的组成数控机床是严格按照外部输入的