本文分析了高压涡轮冷却外壳的成形工艺,并介绍了聚氨酯胀形模的结构设计和模具工作过程以及模具调试改进
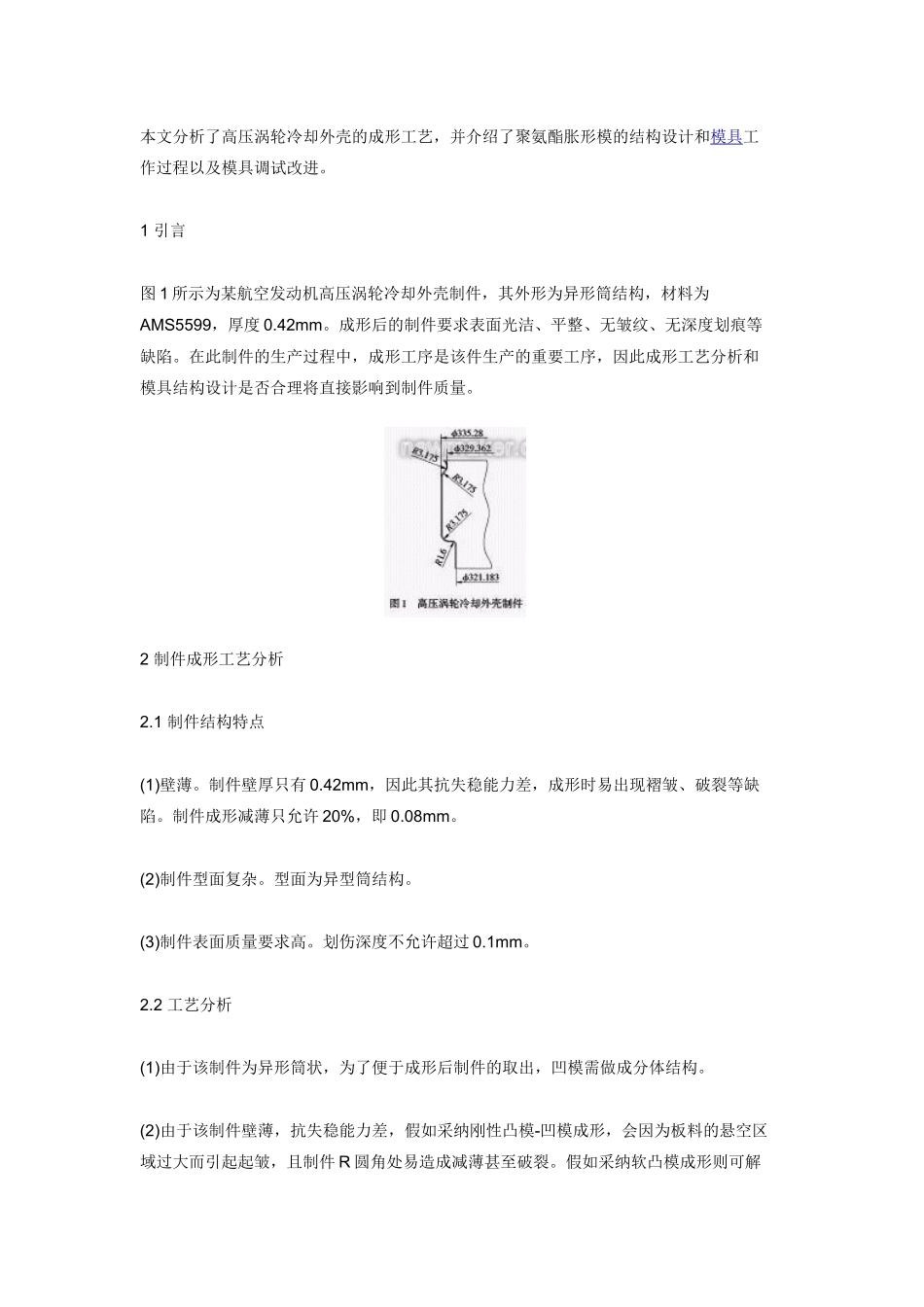
1引言图1所示为某航空发动机高压涡轮冷却外壳制件,其外形为异形筒结构,材料为AMS5599,厚度0
成形后的制件要求表面光洁、平整、无皱纹、无深度划痕等缺陷
在此制件的生产过程中,成形工序是该件生产的重要工序,因此成形工艺分析和模具结构设计是否合理将直接影响到制件质量
2制件成形工艺分析2
1制件结构特点(1)壁薄
制件壁厚只有0
42mm,因此其抗失稳能力差,成形时易出现褶皱、破裂等缺陷
制件成形减薄只允许20%,即0
(2)制件型面复杂
型面为异型筒结构
(3)制件表面质量要求高
划伤深度不允许超过0
2工艺分析(1)由于该制件为异形筒状,为了便于成形后制件的取出,凹模需做成分体结构
(2)由于该制件壁薄,抗失稳能力差,假如采纳刚性凸模-凹模成形,会因为板料的悬空区域过大而引起起皱,且制件R圆角处易造成减薄甚至破裂
假如采纳软凸模成形则可解决起皱、破裂等成形问题
因为与利用刚性凸模-凹模进行冲压成形工艺相比,软模成形工艺有以下几个优势:第一,在软凸模成形过程中板料一直完全与软凸模接触,消除了刚性凸模-凹模成形过程中存在的悬空区域,从而避开了利用刚性模具进行成形的一些缺陷;第二,由于软模材料的形状可随模具的形状而改变,其与板料之间的摩擦力很小,能够提高成形后制件的表面质量;第三,在软模成形过程中板料在各个方向上都受到力的作用,能使板料在最有利的情况下变形,改善了板料的受力情况,提高了板材的成形性能
(3)由于制件表面质量要求高,不允许有超过0
1mm的划伤,因此一定要保证凹模分体瓣块之间的对接间隙
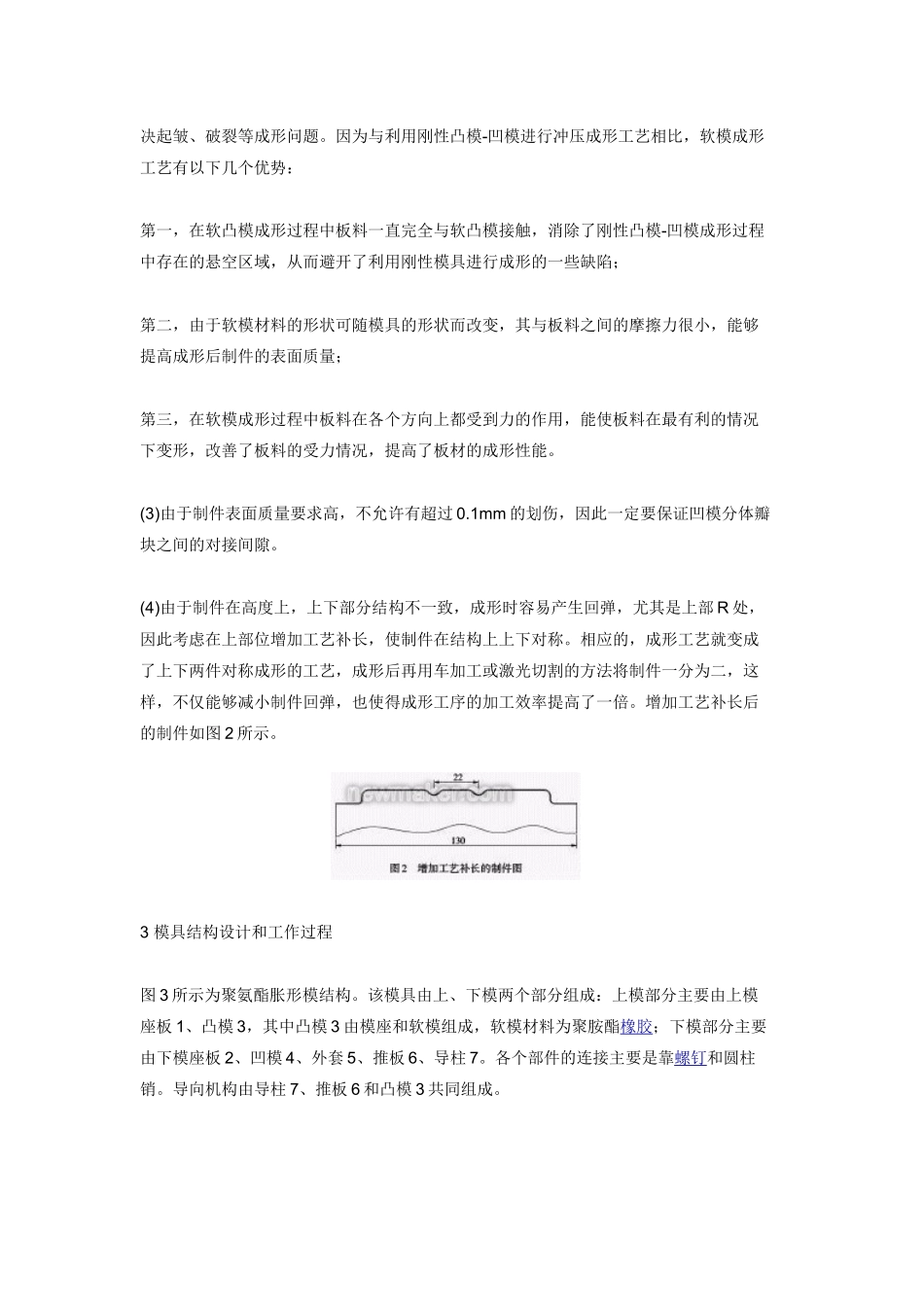
(4)由于制件在高度上,上下部分结构不一致,成形时容易产生回弹,尤其是上部R处,因此考虑在上部位增加工艺补长,使制件在结构上上下对称
相应的,成形