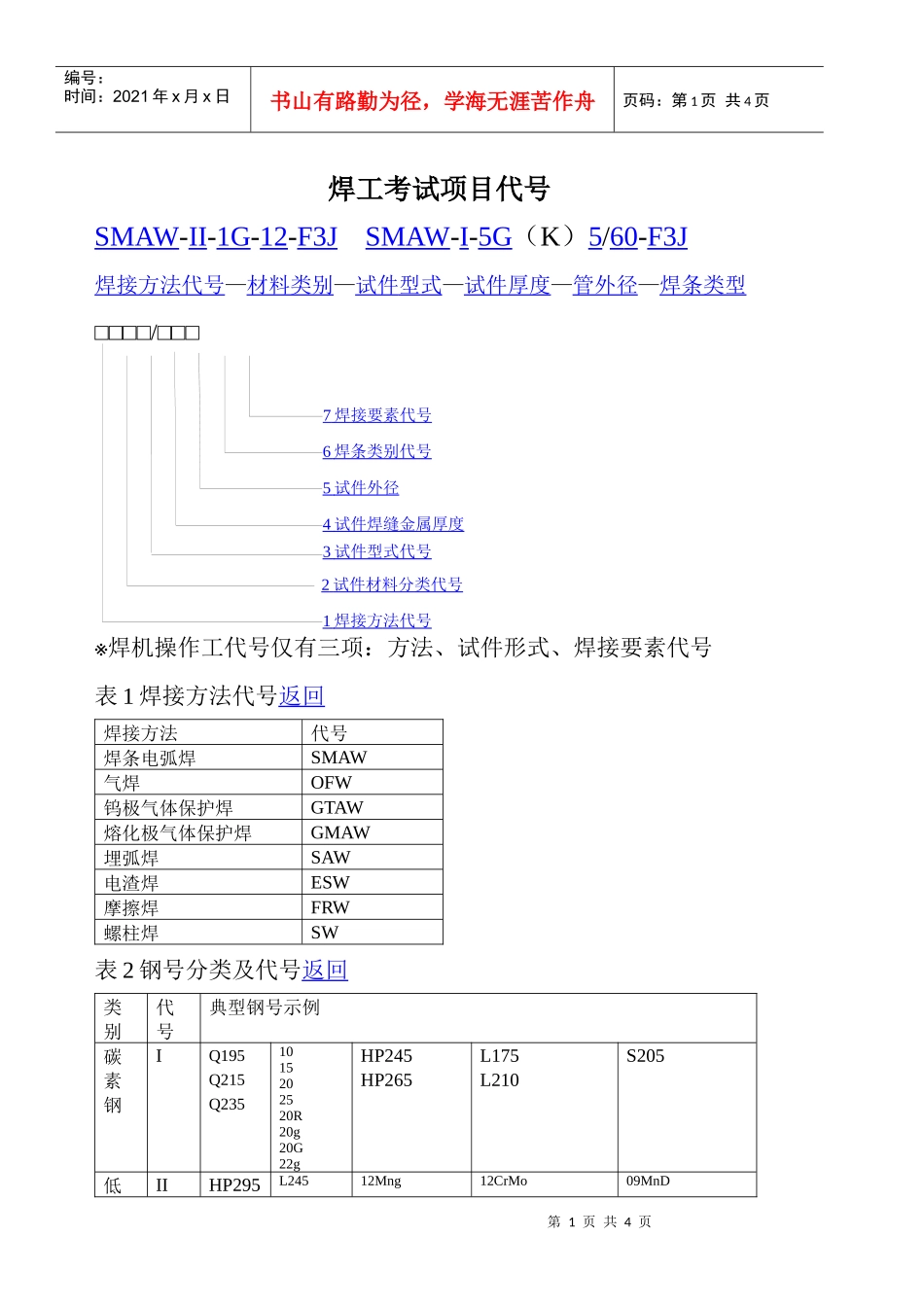
第1页共4页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共4页焊工考试项目代号SMAW-II-1G-12-F3JSMAW-I-5G(K)5/60-F3J焊接方法代号—材料类别—试件型式—试件厚度—管外径—焊条类型□□□□/□□□※焊机操作工代号仅有三项:方法、试件形式、焊接要素代号表1焊接方法代号返回焊接方法代号焊条电弧焊SMAW气焊OFW钨极气体保护焊GTAW熔化极气体保护焊GMAW埋弧焊SAW电渣焊ESW摩擦焊FRW螺柱焊SW表2钢号分类及代号返回类别代号典型钢号示例碳素钢IQ195Q215Q2351015202520R20g20G22gHP245HP265L175L210S205低IIHP295L24512Mng12CrMo09MnD7焊接要素代号6焊条类别代号试件外径5试件外径4试件焊缝金属厚度3试件型式代号2试件材料分类代号1焊接方法代号第2页共4页第1页共4页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共4页合金钢HP325HP345HP365L290L320L360L415L450L485L555S240S290S315S360S385S415S450S48016Mn16Mng16MnR15MnNIR15MnV15MnVR20MnMo10MnWVNB13MnnIMonBR20MnMonB07MnCRMoVR12CrMoG15CrMo15CrMor15CrMoG14Cr1Mo14Cr1MoR12Cr1MoV12Cr1MoVG12Cr2Mo12Cr2Mo112Cr2Mo1R12Cr2MoG12Cr2MoWVTiB12Cr3MoVSiTiB09MnnID09MnnIDR16MnD16MnDR15MnNIDR20MnMoD07MnnICrMoVDR08MnnICrMoVD10nI3MoVD马氏体不锈钢、铁素体不锈