貼片機過程能力指數Cpk的驗證一個測量長期精度和可靠性的新方法戴弗
贛斯特(美)爲貼片機作品質接受試驗(QAT,QaulityAcceptanceTest),其中的挑戰是保證所要測量的參數可以準確代表機器的長期性能
測量必須量化和驗證X軸、Y軸和q旋轉偏移理想貼裝位置的偏移量
一種用來驗證貼裝精度的方法使用了一種玻璃心子,它和一個“完美的”高引腳數QFP的焊盤鑲印在一起,該QFP是用來機器貼裝的(看引腳圖)
通過貼裝一個理想的元件,這裏是140引腳、0
025”腳距的QFP,攝像機和貼裝芯軸兩者的精度都可被一致地測量到
除了特定的機器性能資料外,內在的可用性、生産能力和可靠性的測量應該在多台機器的累積資料的基礎上提供
在完成預先的幹迴圈和設定步驟之後,包括變換和校準,品質接收規範(QAC,QualityAcceptanceCriteria)步驟開始了
八個階段的步驟QAC是貼片機必須滿足的準確的性能參數
八個階段的QAC步驟中的第一步是,最初的24小時的幹迴圈,期間機器必須連續無誤地工作
第二個階段要求元件準確地貼裝在兩個板上,每個板上包括32個140引腳的玻璃心子元件
主板上有6個全局基準點,用作機器貼裝前和視覺測量系統檢驗元件貼裝精度的參照
貼裝板的數量視乎被測試機器的特定頭和攝像機的配置而定,例如,機器有兩個貼片頭和兩個攝像機,那麽必須用總共256個元件(35,840個引腳)貼裝8塊板
這包括了貼片頭和攝像機的所有可能的組合
用所有四個貼裝芯軸,在所有四個方向:0°,90°,180°,270°貼裝元件
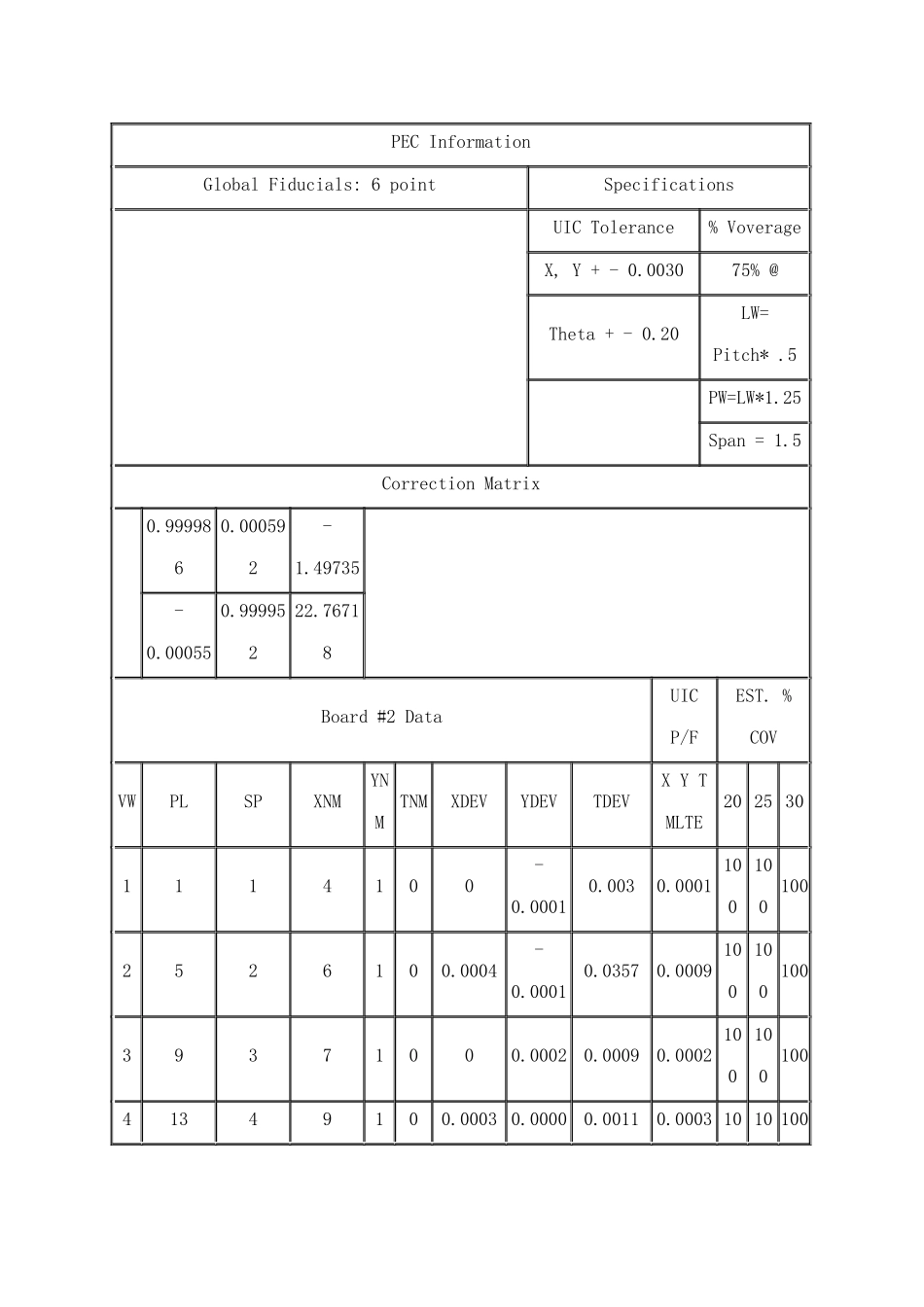
跟著這個步驟,用測量系統掃描每個板,可得出任何偏移的完整列表
每個140引腳的玻璃心子包含兩個圓形基準點,相對於元件對應角的引腳佈置精度爲±0
0001”,用於計算X、Y和q旋轉的偏移
所有32個貼片都通過系統測量,並計算出每個貼片的偏移
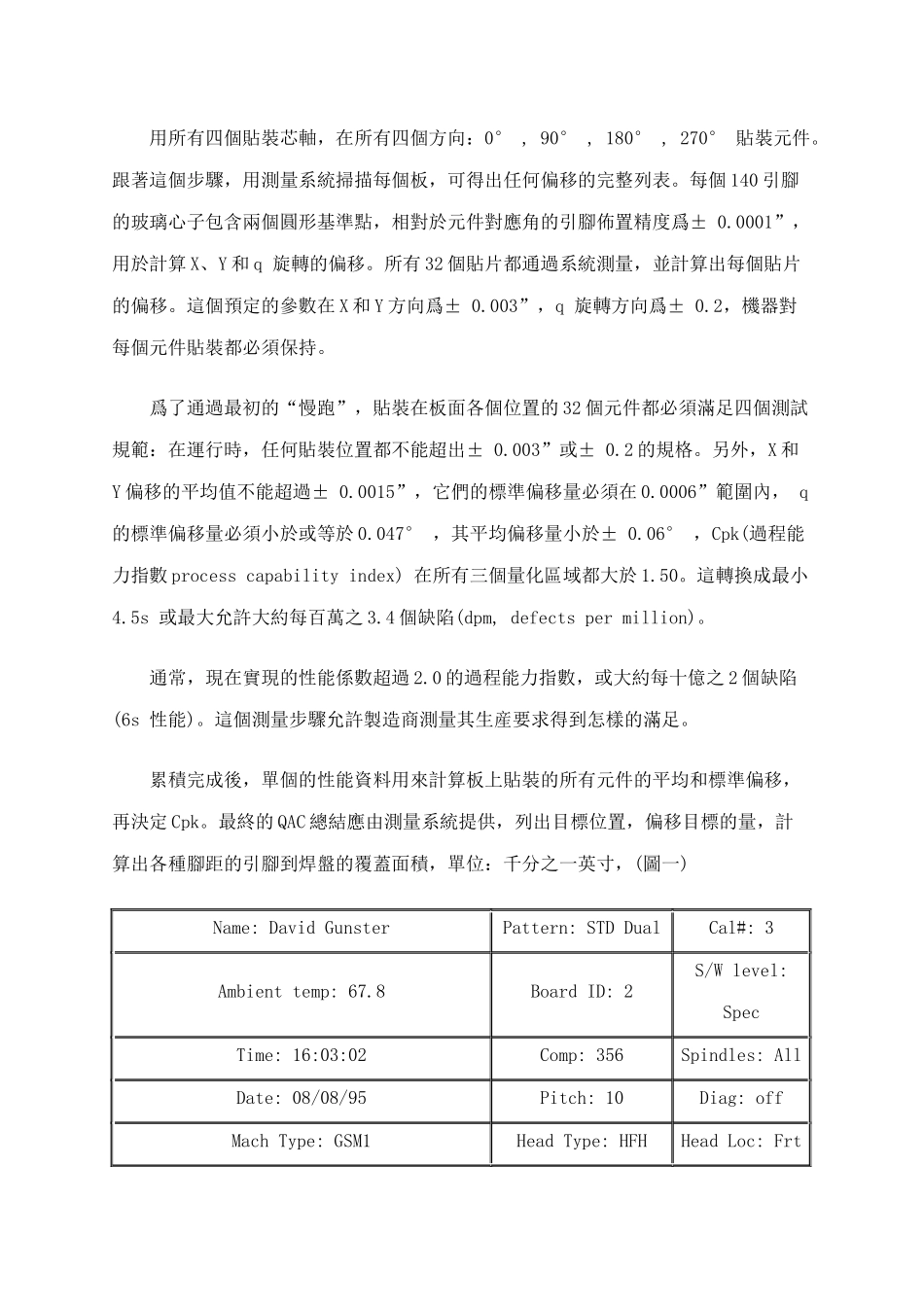
這個預定的參數在X和Y方向爲±