换热器制作安装施工方案一、概述第Ⅳa换热器(F=2594m2)、第Ⅳb换热器(F=2594m2)、第Ⅱ换热器(F=1270m2)属非标设备制作,是直接在规定坐标位置的合格基础上一次制作完成的设备
该方案不包括换热器内部耐酸砖衬里、外部保温以及设备的通道和平台
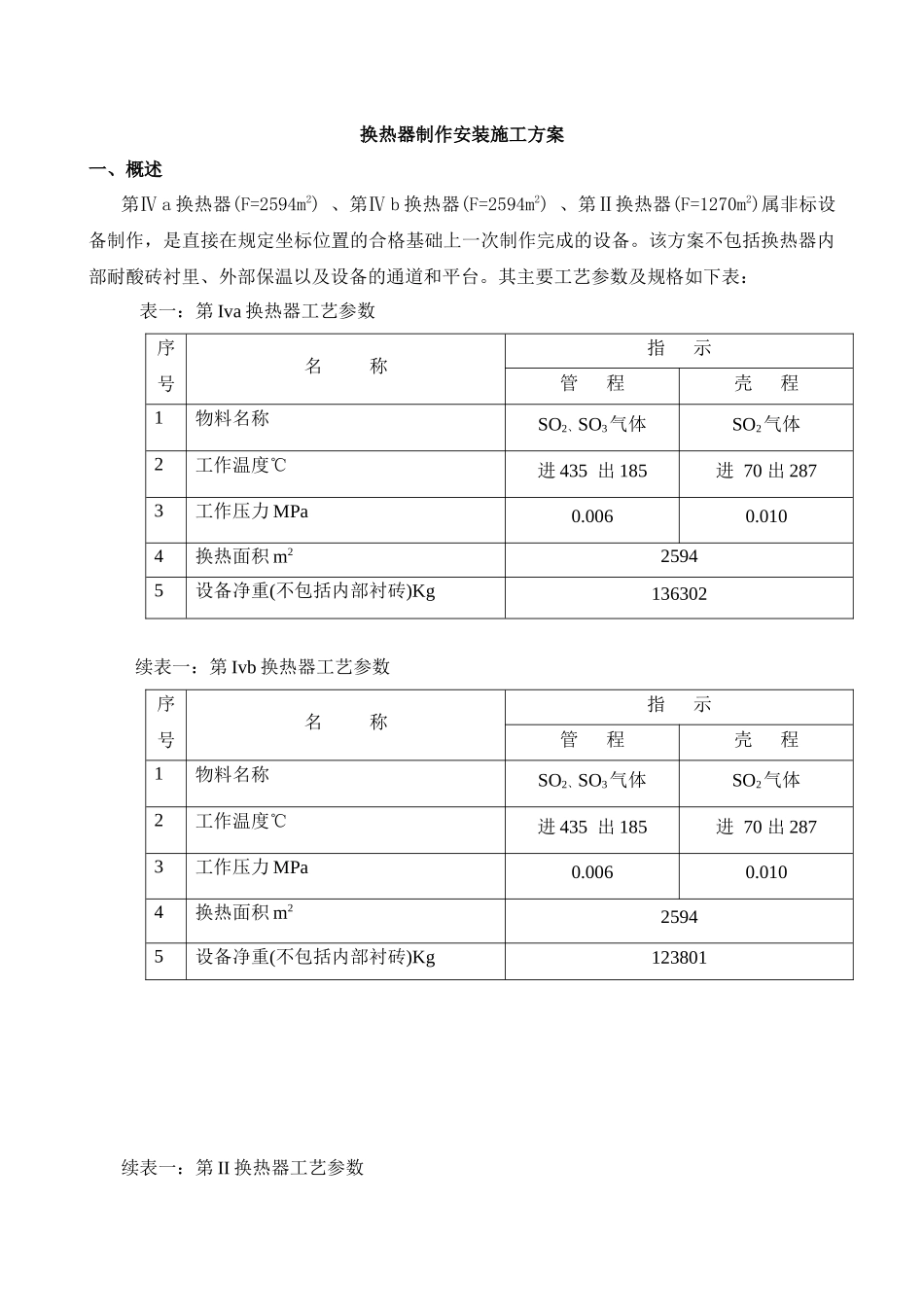
其主要工艺参数及规格如下表:表一:第Iva换热器工艺参数序号名称指示管程壳程1物料名称SO2、SO3气体SO2气体2工作温度℃进435出185进70出2873工作压力MPa0
0104换热面积m225945设备净重(不包括内部衬砖)Kg136302续表一:第Ivb换热器工艺参数序号名称指示管程壳程1物料名称SO2、SO3气体SO2气体2工作温度℃进435出185进70出2873工作压力MPa0
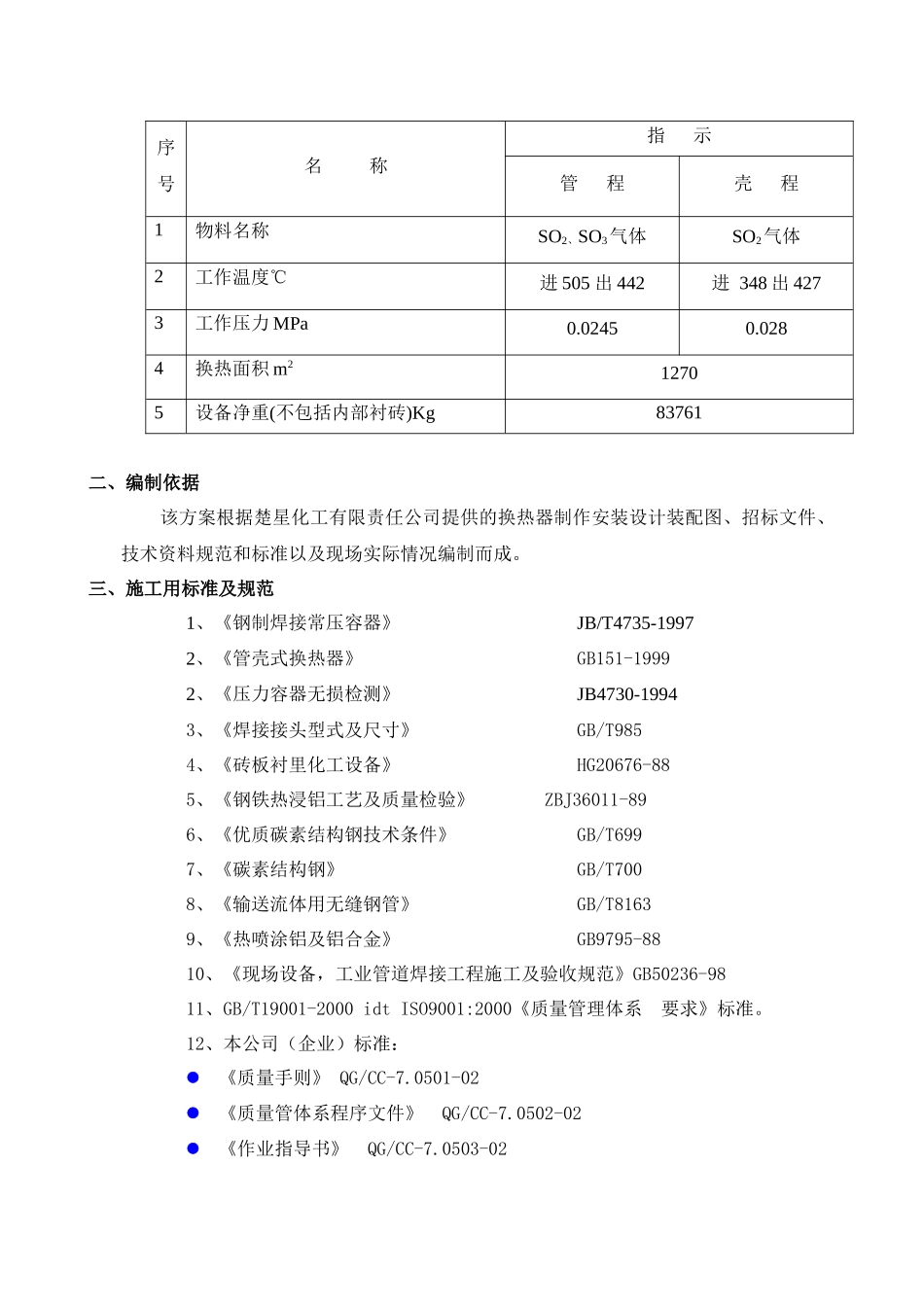
0104换热面积m225945设备净重(不包括内部衬砖)Kg123801续表一:第II换热器工艺参数序号名称指示管程壳程1物料名称SO2、SO3气体SO2气体2工作温度℃进505出442进348出4273工作压力MPa0
0284换热面积m212705设备净重(不包括内部衬砖)Kg83761二、编制依据该方案根据楚星化工有限责任公司提供的换热器制作安装设计装配图、招标文件、技术资料规范和标准以及现场实际情况编制而成
三、施工用标准及规范1、《钢制焊接常压容器》JB/T4735-19972、《管壳式换热器》GB151-19992、《压力容器无损检测》JB4730-19943、《焊接接头型式及尺寸》GB/T9854、《砖板衬里化工设备》HG20676-885、《钢铁热浸铝工艺及质量检验》ZBJ36011-896、《优质碳素结构钢技术条件》GB/T6997、《碳素结构钢》GB/T7008、《输送流体用无缝钢管》GB/T81639、《热喷涂铝及铝合金》GB9795-8810、《现场设备,工业管道焊接工程施