钢构造监理细那么一、工程概况厂房屋面采用轻钢构造屋面
主框架构件采用Q235B钢材次要构件采用Q235B钢材所有钢构件在制作前应放1:1施工无误前方可下料端板与柱、梁翼缘和腹板的连接焊缝为全熔透坡口焊质量等级二级其他三级所有非图示构件拼接用对接焊缝二级
连接用高强螺栓一律为10
9级高强螺栓结合面不得涂汁其外表摩擦系数为0
45图中未注明的为C级普通螺栓
根底锚栓采用Q235B主框架构件出厂前应彻底去除外表脏物及油污要严格除锈喷砂除锈后需立即涂红丹油性防锈漆二道面刷普通醇酸防腐面漆〔涂放火涂料时面漆取消〕
监理根据1、有关设计、施工图纸;2、地方有关政策结合;3、建立同施工所鉴的合同及附件;4、建立同监理监订的工程建立监理合同;5、本工程监理规划、监理细那么;6、经审批的施工的施工组织设计或施工方案
二、钢构造监理目的本工程监理目的:质量合格、平安无
三、钢构造工程关健控制点及监理措施〔一〕、钢构件的质量要求:1、钢构件出厂时应建交以下资料a、合格证b、施工图和设计变更设计变更的内容应在施工相应部位注明c、制作中对技术问题处理的协议条件d、高强螺栓摩擦面抗滑移系数试验焊缝无损检验及涂层检测资料e、主要构件验收记录2、钢构造安装应按施工组织设计进展安装程序必须保证构造的稳定性和不导致永久性变形
3、安装前应按构件表核对进场的构件检查合格证和设计
4、抗滑移系数检验电制造厂和安装以分部(子分部)为进展试验从单项工程每2000T为一制造批每批三组单项工程的构件磨擦面选用两种及两种以上外表处理工艺时那么每种外表处理工艺均需检验
5、搞滑移系数检验用试件由制造厂加工试件与所代表的构件应为同一材质同一摩擦面处理工艺同批制作
使用同一性能等级同一直径高强螺栓连接副并在一样条件下同时发运存放
6、焊接和高强螺栓并用的连接当设计无特殊要求时应按先栓后焊的顺序施工
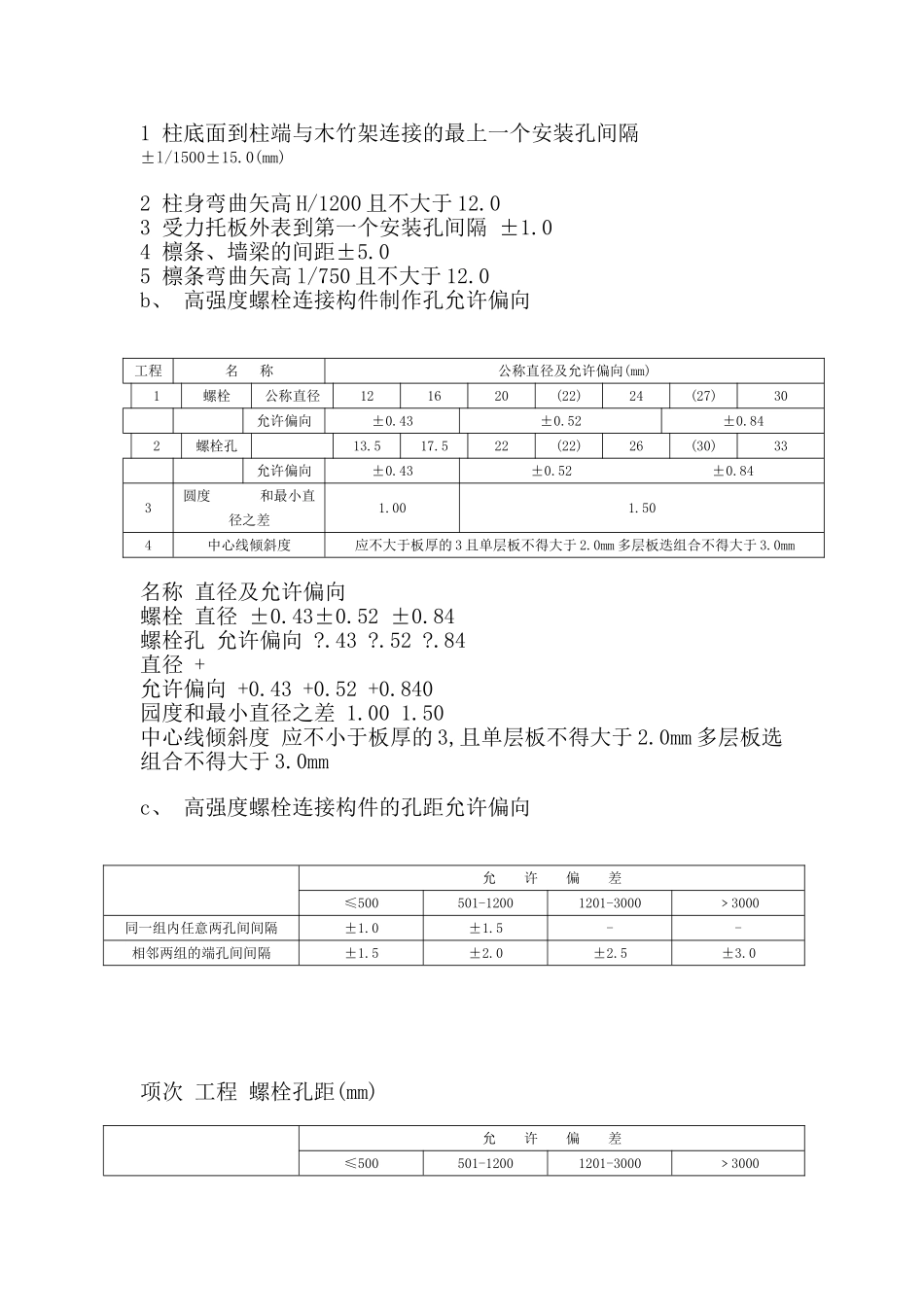
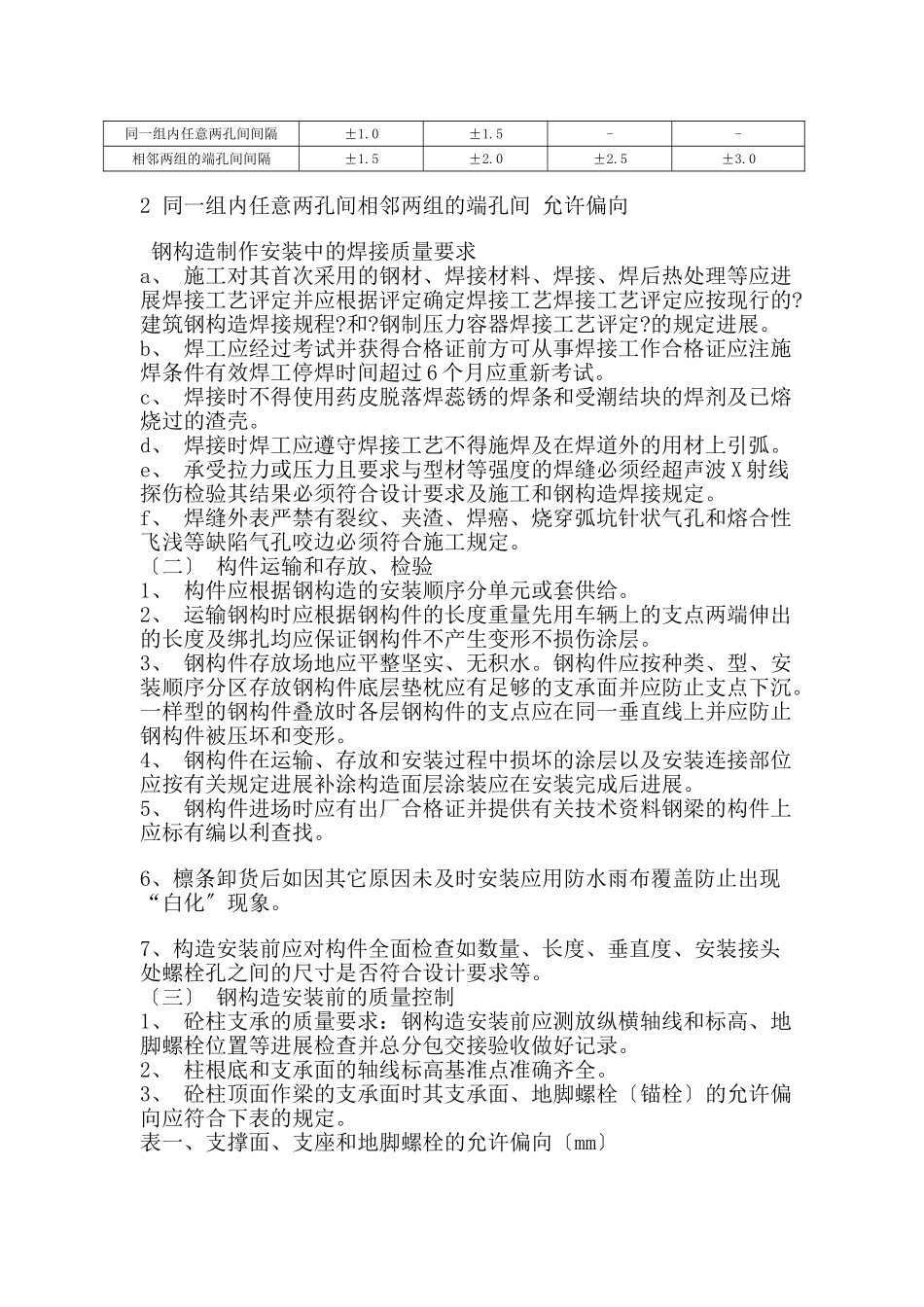
7、构件制作的允许偏向值如