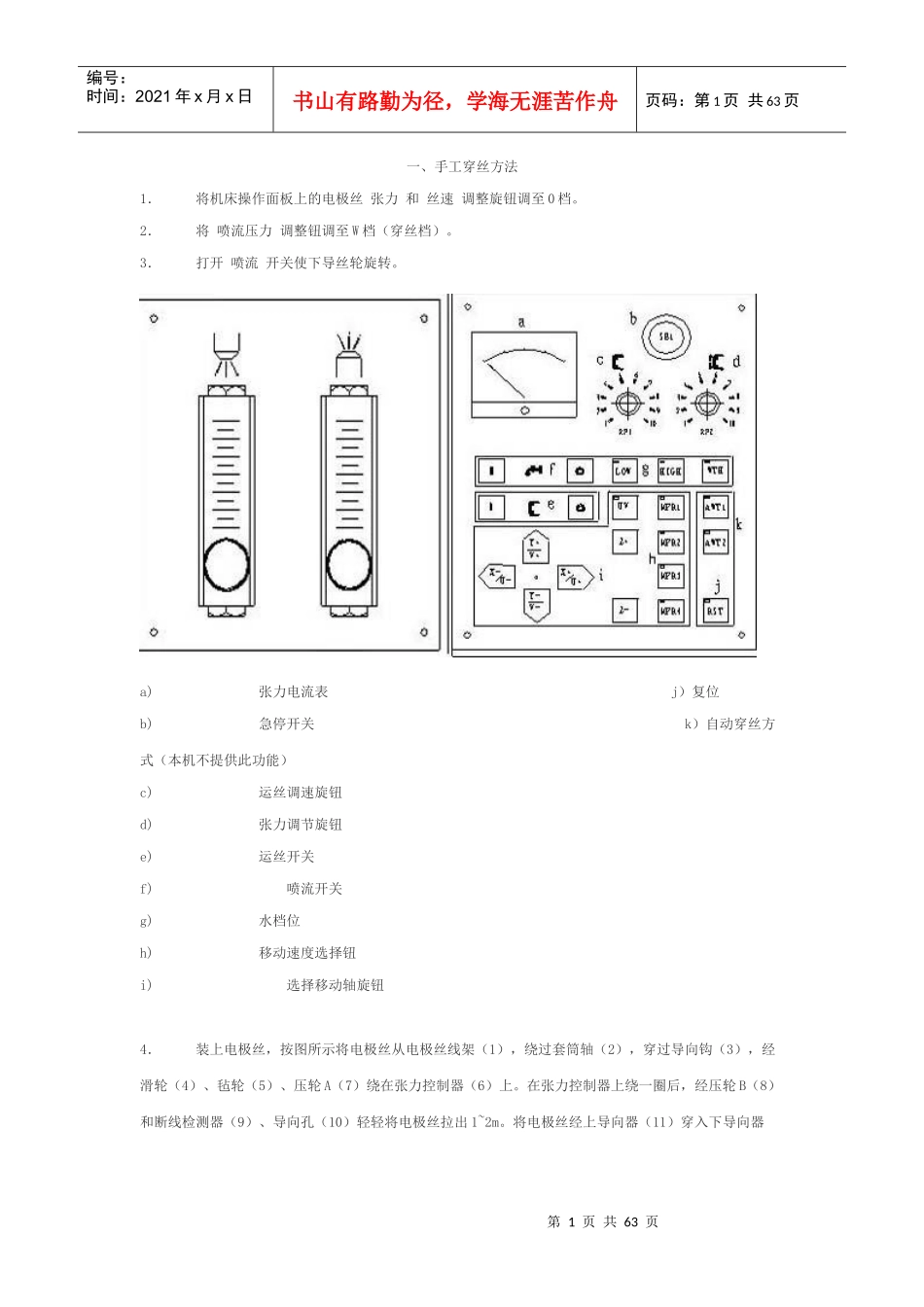
第1页共63页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共63页一、手工穿丝方法1.将机床操作面板上的电极丝张力和丝速调整旋钮调至0档
2.将喷流压力调整钮调至W档(穿丝档)
3.打开喷流开关使下导丝轮旋转
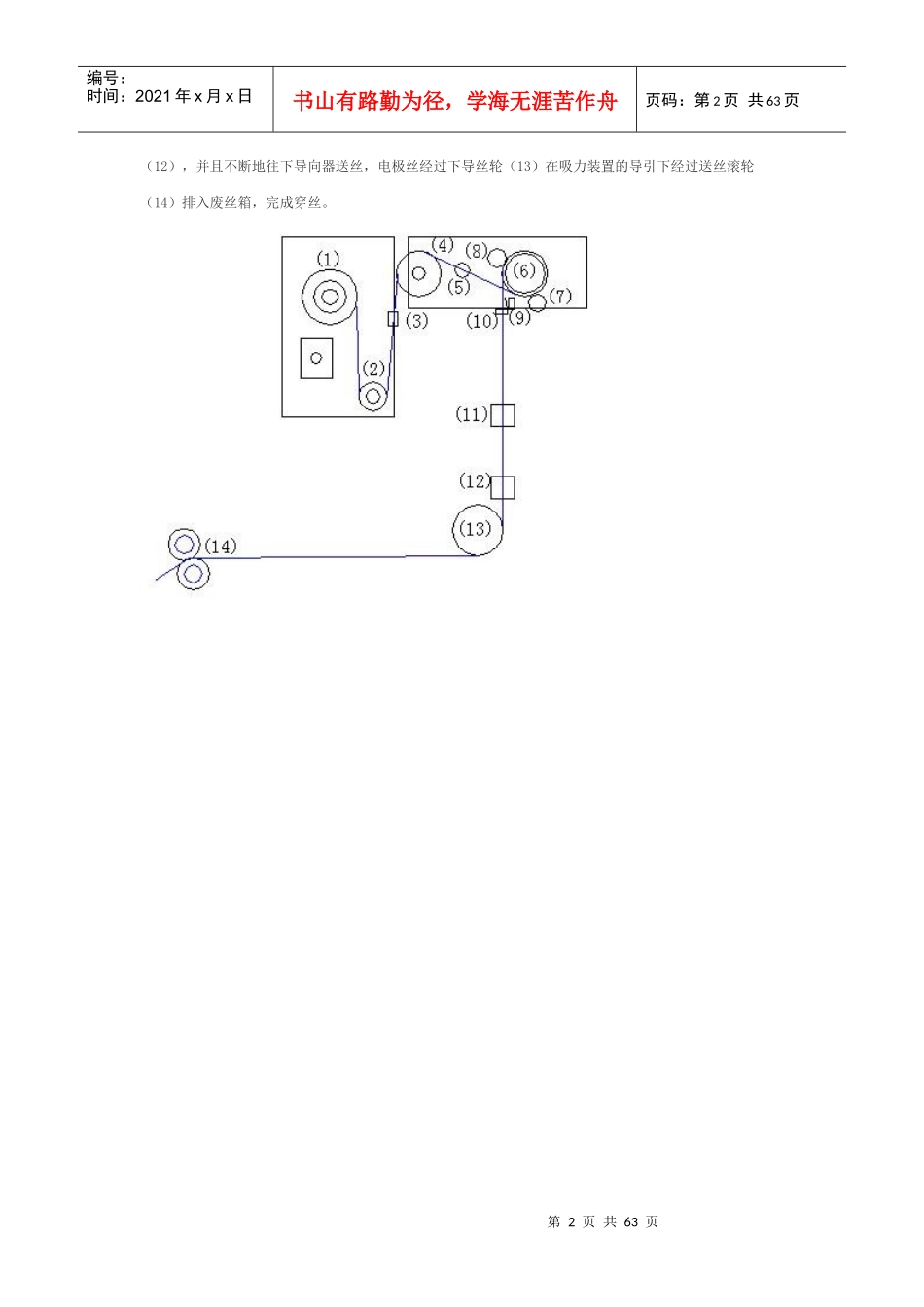
a)张力电流表j)复位b)急停开关k)自动穿丝方式(本机不提供此功能)c)运丝调速旋钮d)张力调节旋钮e)运丝开关f)喷流开关g)水档位h)移动速度选择钮i)选择移动轴旋钮4.装上电极丝,按图所示将电极丝从电极丝线架(1),绕过套筒轴(2),穿过导向钩(3),经滑轮(4)、毡轮(5)、压轮A(7)绕在张力控制器(6)上
在张力控制器上绕一圈后,经压轮B(8)和断线检测器(9)、导向孔(10)轻轻将电极丝拉出1~2m
将电极丝经上导向器(11)穿入下导向器第2页共63页第1页共63页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共63页(12),并且不断地往下导向器送丝,电极丝经过下导丝轮(13)在吸力装置的导引下经过送丝滚轮(14)排入废丝箱,完成穿丝
第3页共63页第2页共63页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第3页共63页二、电极丝的垂直度校准(要预先穿丝)1.用气枪吹干上下喷嘴附近的水滴、扫清工件台
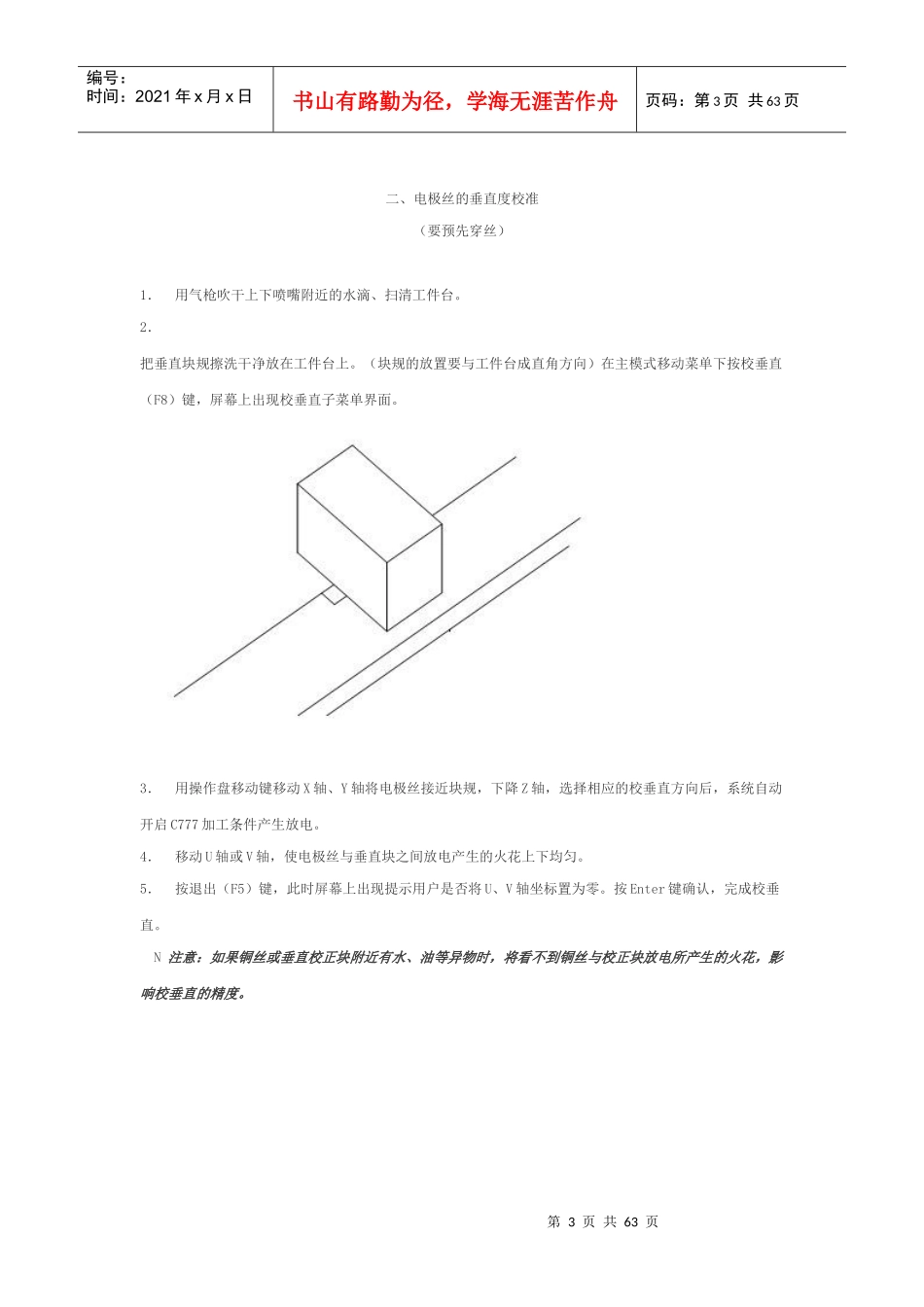
2.把垂直块规擦洗干净放在工件台上
(块规的放置要与工件台成直角方向)在主模式移动菜单下按校垂直(F8)键,屏幕上出现校垂直子菜单界面
3.用操作盘移动键移动X轴、Y轴将电极丝接近块规,下降Z轴,选择相应的校垂直方向后,系统自动开启C777加工条件产生放电
4.移动U轴或V轴,使电极丝与垂直块之间放电产生的火花上下均匀
5.按退出(F5)键,此时屏幕上出现提示用户是否将U、V轴坐标置为零
按Enter键确认,完成校垂直
N注意:如果铜丝或垂直校正块附近有水、油等异物时,将看不到铜