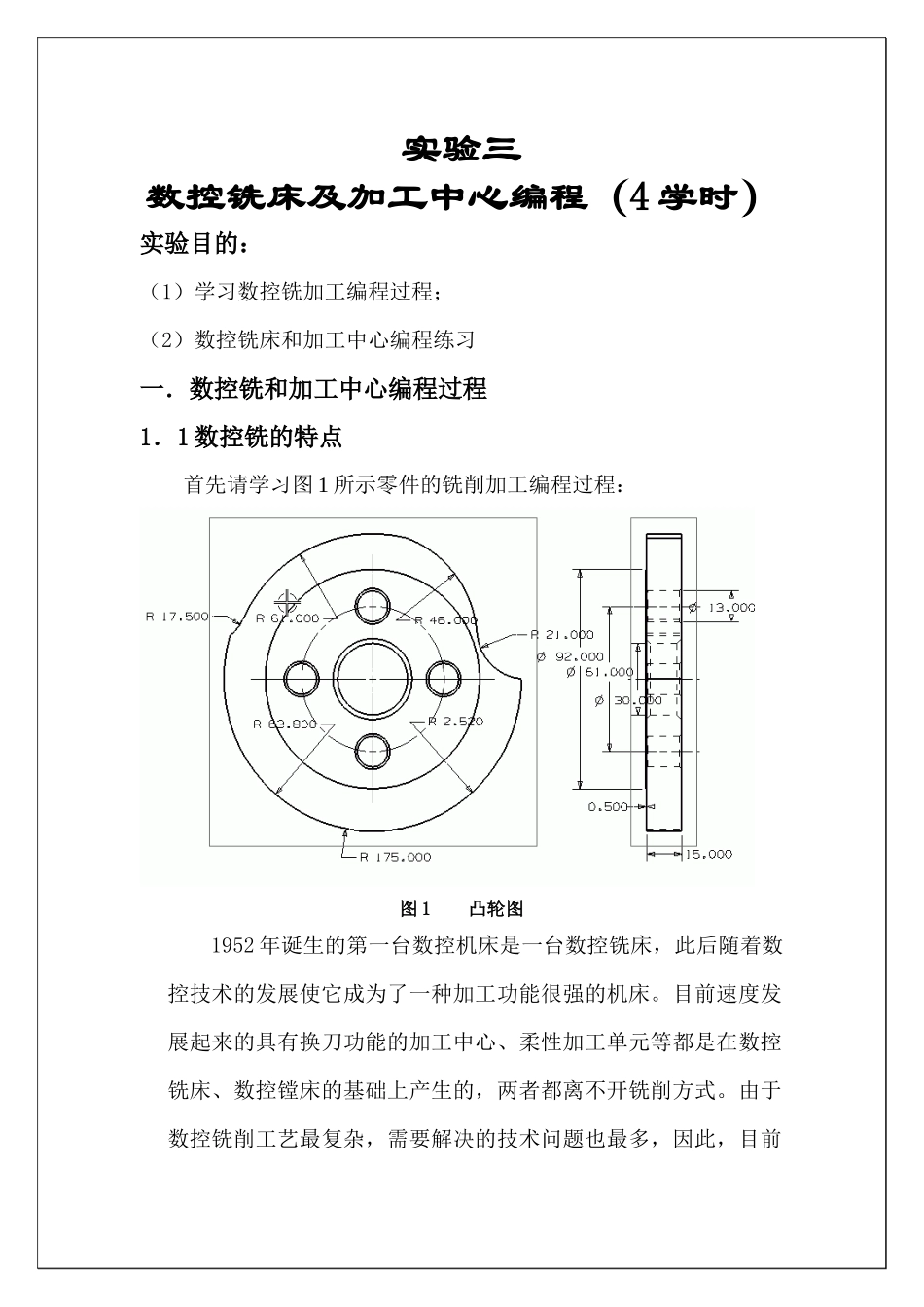
实验三数控铣床及加工中心编程(4学时)实验目的:(1)学习数控铣加工编程过程;(2)数控铣床和加工中心编程练习一.数控铣和加工中心编程过程1.1数控铣的特点首先请学习图1所示零件的铣削加工编程过程:图1凸轮图1952年诞生的第一台数控机床是一台数控铣床,此后随着数控技术的发展使它成为了一种加工功能很强的机床
目前速度发展起来的具有换刀功能的加工中心、柔性加工单元等都是在数控铣床、数控镗床的基础上产生的,两者都离不开铣削方式
由于数控铣削工艺最复杂,需要解决的技术问题也最多,因此,目前人们在研究和开发数控系统及自动编程语言的软件系统时,也一直把铣削加工作为重点
数控铣床也像普通铣床那样分为立式、卧式和立卧两式数控铣床,各类铣床配置的数控系统不同,其功能也不尽相同,除各有其特点之外,常具有下列主要功能:①点位控制功能利用这一功能,数控铣床可以进行只需要作点位控制的钻孔、扩孔、锪孔、铰孔和镗孔等加工
②连续轮廓控制功能数控铣床通过直线与圆弧插补,可以实现对刀具运动轨迹的连续轮廓控制,加工出直线和圆弧两种几何要素构成的平面轮廓工件
对非原曲线(椭圆、抛物线、双曲线等二才曲线及对数螺旋线、阿基米德螺旋线和列表曲线等)构成的平面轮廓,在经过直线或圆弧逼近后也可以加工
除此之外,还可以加工一些空间曲面
③刀具半径自动补偿功能使这一功能,在编程时可以很方便地按工件实际轮廓形状和尺寸进行编程计算,而加工中可以使刀具中心自动偏离工件轮廓一个刀具半,加工出符合要求的轮廓表面
也可以利用该功能,通过改变刀具半径补偿量量的方法来弥补铣刀制造的尺寸精度误差,扩大刀具直径选用范围及刀具返修刃磨的允许误差
还可以利用改变刀具半径补偿的方法,以同一程序实现分层铣削和粗、精加工或利用提高加工精度
此外,通过改变刀具半径补偿值的正负号,还可以用同一加工程序加工某些需要和配合的工件(如相互配合的凹凸摸等)