第1页共41页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共41页1绪论随着计算机、通信、电子、检测、控制和机械等各相关技术的发展,特别是计算机控制在机床上的应用
数控技术和数控装备是制造工业现代化的重要基础
这个基础是否牢固直接影响到一个国家的经济发展和综合国力,关系到一个国家的战略地位
因此,世界上各工业发达国家均采取重大措施来发展自己的数控技术及其产业
现代数控技术的发展日新月异,社会上对掌握数控技术的应用技能型人需求越来越大
提倡培养技术型人才的基本理念更是符合当前国情的发展需求,为达到这一目标,我们更要将理论知识和实际操作紧密联系起来
工业上使用大量的圆柱形零件配合,如轴承配合、衬套配合、螺纹配合等,都要求零件有较高的精度和配合公差才能满足机械的需要
本课题设计的零件为轴类配合件,零件有较复杂的曲面,需要数控机床来完成
零件的表面粗糙度、尺寸精度和形位公差要求较高,配合精度也要求较高
适合我们大专学生去研究和探索,在下面的章节中将详细介绍零件的工艺分析和程序的编制
第2页共41页第1页共41页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共41页2零件介绍该零件为轴类配合件
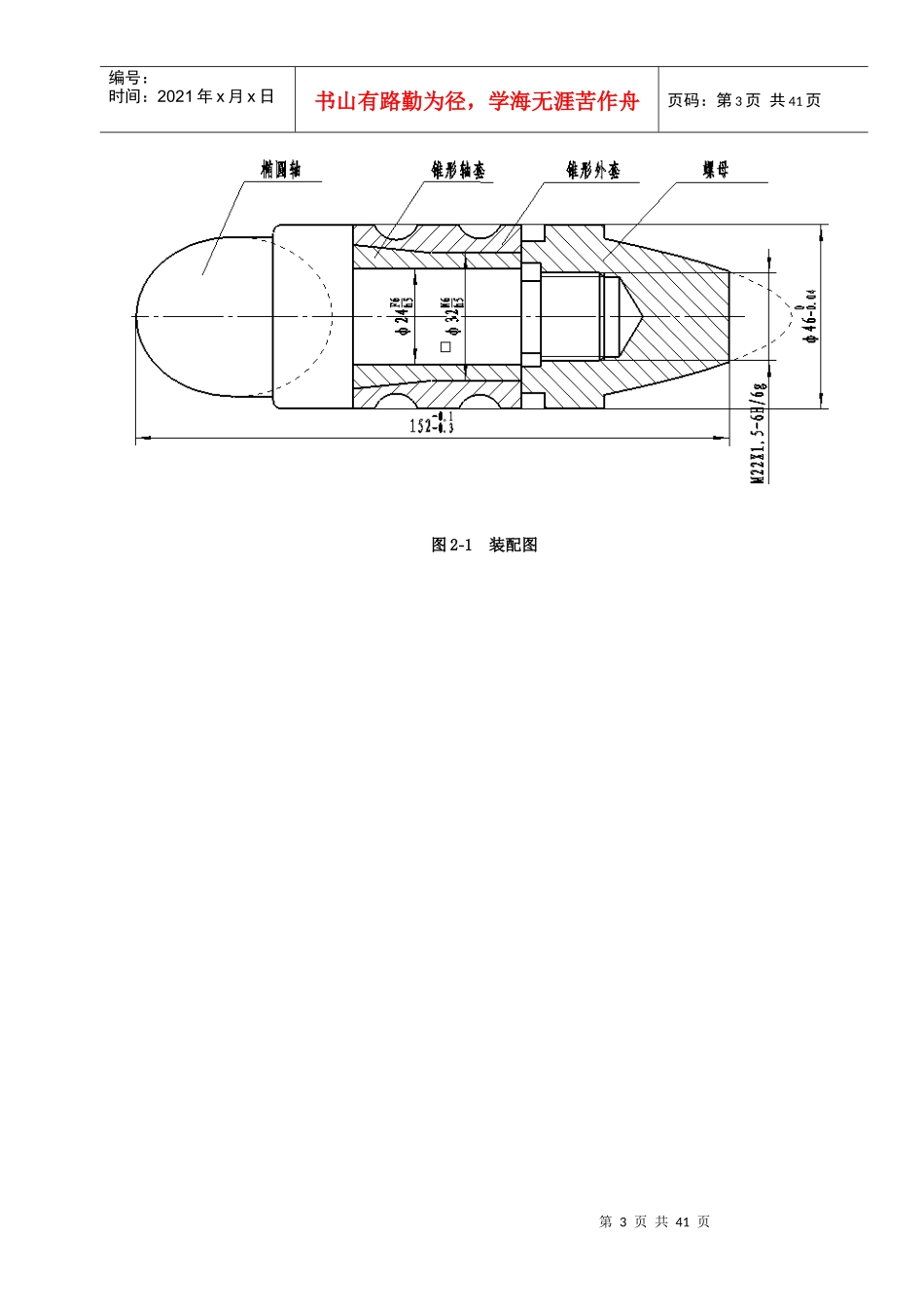
它由轴(附图1)、锥形轴套(附图2)、锥形外套(附图3)、螺母(附图4)零件组成,零件材料选用45钢
轴由圆柱面、椭圆弧、螺纹组成,加工困难,普通的车床难以加工,选择数控车床来加工轴
轴套类零件由内、外圆柱面,内、外圆锥面,内螺纹等组成,结构形状简单,加工容易,可由普通机床加工,也可由数控机床加工
螺母由抛物线、圆柱面、内螺纹组成,加工困难,选择数控车床来加工
第3页共41页第2页共41页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第3页共41页图2-1装配图第4页共41页第3页共41页编号:时间:2021年x月x日书